EtherCAT and XTS for mechanical end-of-line testing in battery cell production
In electromobility, maximum performance is expected not only from the vehicle batteries themselves, but also with regard to their production. V4Smart, a specialist in lithium-ion round cells resulting from a joint venture between Porsche and Varta, has successfully implemented this in a complex system for mechanical end-of-line testing of battery cells based on ultra-fast EtherCAT communication and the XTS intelligent transport system from Beckhoff.
Behind V4Smart, based in Nördlingen, is an interdisciplinary team specializing in the development and production of high-performance lithium-ion round cells. The focus is on the technological advancement of electrochemical storage systems – from materials research all the way to scalable cell production. One example is the new end-of-line test facility for battery cells, e.g., for the Porsche 911 Carrera GTS and Turbo S with hybrid drive. This was implemented in close cooperation with the mechanical engineering division of Varta Microbattery, Ellwangen, the system integrator Nema Automation, Bretzfeld, and Beckhoff in Verl and Crailsheim. Nema CTO Andreas Hütter describes the wide range of tasks as follows: “As a system integrator, we assumed responsibility for control system design, circuit diagram creation, control cabinet design, software programming, and commissioning – and carried out all of this work in full.”
Complexity in system design and process sequences
The overall system consists of two mirrored sections, each of which is approx. 15 m long and 3 m wide. In this way, the high required output of 80 tested parts per minute was achieved while maintaining easy operability. In each sub-system, an XTS system supplied in full by Beckhoff’s systems engineering division, with a circulating track length of 28.5 m, ensures fast and flexible transport of the battery cells to the more than 30 work and testing stations. The data complexity is completed by around 1,000 I/O data points, half of which are recorded via decentralized EtherCAT Box modules and half via EtherCAT Terminals distributed across a total of 26 control cabinets. Accordingly, as Michael Luber, Head of the Formation Segment at V4Smart, explains, high-performance and reliable communication technology is essential for such a large and data-intensive system – made possible by EtherCAT, the Industrial Ethernet standard developed by Beckhoff and now established worldwide. The large amount of data to be transmitted requires an efficient EtherCAT network topology that is precisely tailored to the application – a star topology from which all other network participants are integrated in a linear fashion.
The process stations to be served include around 20 optical inspection units as well as additional assembly areas, for example for applying the lower battery cell insulation and for applying a heat-shrink sleeve, including the required heating tunnel. Felix Eitel, team leader for electrical design/control technology at Varta Microbattery, explains: “The battery cell is tested for a wide range of mechanical characteristics. The casing is checked for scratches, dents, and water or electrolyte stains. The same applies to the cell cap and base, with the battery cell additionally being rotated. The bottom insulation is then applied and its correct placement verified. This is followed by the thermal application of the heat-shrink sleeve, including checks for correct length, complete coverage, and any damage. Finally, each battery cell is marked with a UV laser, the print is inspected by a camera, and the cell is removed by a delta robot.”

Andreas Hütter confirms how demanding this final process step in battery cell production is: “The sheer speed and reliability required to achieve the specified 40 test parts per minute per sub-system, along with a reject rate below 1%, already calls for extremely powerful and fully integrated control technology, as well as highly flexible product handling – such as that enabled by XTS. The heat-shrink sleeve application with the heating tunnel, as well as the numerous camera systems for inspecting the upstream processes, were also major challenges.”
XTS as a central system element
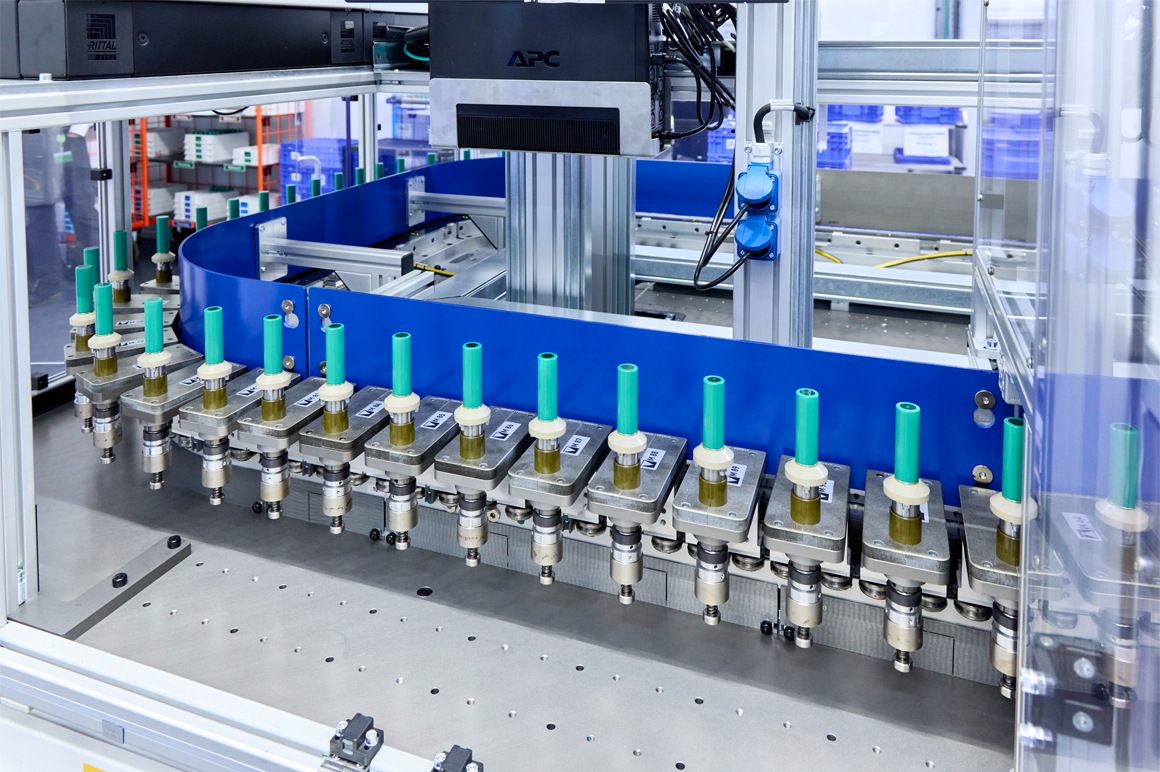
The central, unifying element of the system is the intelligent XTS product transport system from Beckhoff. This is evident not only in the large track length of 28.5 m in each of the two sub-systems, but also in the more than 100 XTS motor modules and 100 movers used in each one. In addition, XTS was the decisive factor in choosing Beckhoff’s PC-based control as the automation technology, as Felix Eitel explains: “Varta Microbattery has been using this PC-based control technology in its packaging systems for many years. For the end-of-line tester for V4Smart, however, XTS was in fact the primary factor. This transport system was the only way to achieve the required dynamics and speed in product handling.”
Andreas Hütter adds: “The decoupling of the product transport from the machine cycle is crucial here. After all, the system includes a wide variety of processing stations – some parallelized, others single-station – as well as the heating tunnel as a continuous process that must be synchronized with cyclic operations. This requires the high degree of flexibility that XTS offers. In addition, the available space for the system is limited, and XTS makes it possible to achieve a very compact machine layout. A conventionally designed system would have been at least one third larger.”
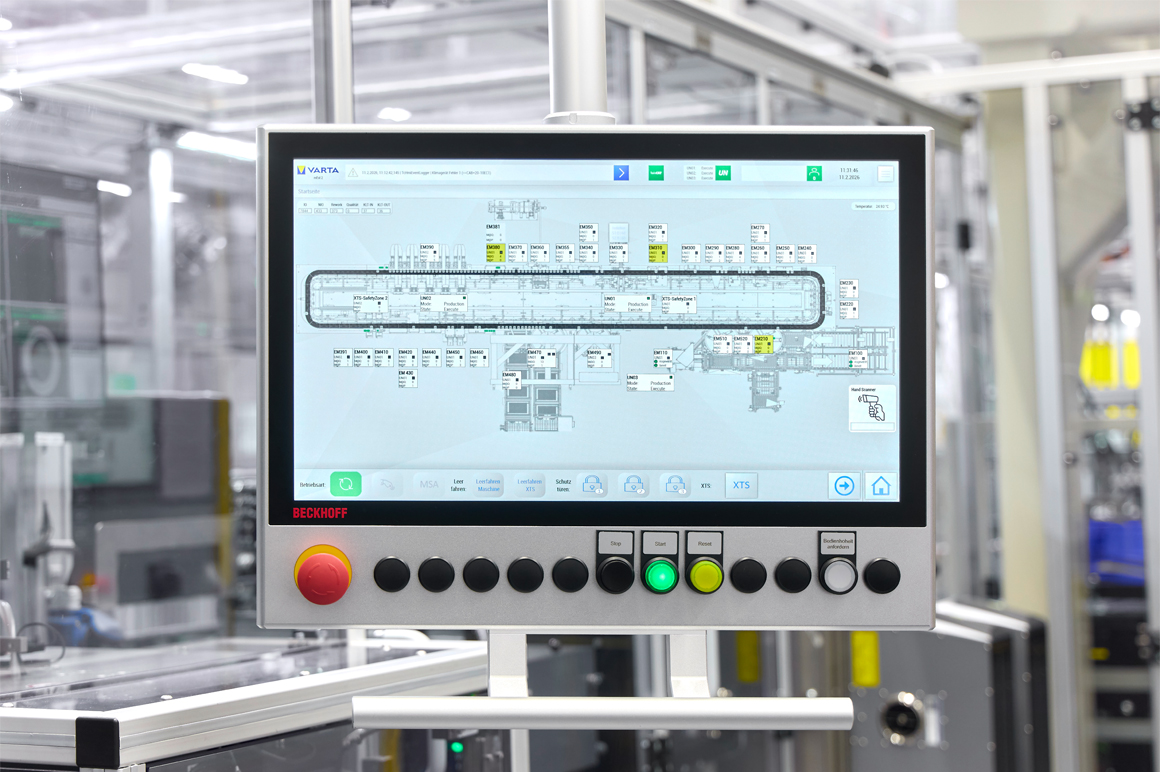
According to Andreas Hütter, integrating the 2 m long heating tunnel for applying the heat-shrink sleeve would also have been more difficult without the flexible XTS. The movers travel through this tunnel at a speed of 60 mm/s. The challenge was that all battery cells inside the heating tunnel had to be reliably moved out of the heated area even if a fault occurred in an upstream process, in order to prevent damage from excessive heating. In a conventional setup, troubleshooting would have to wait until the heating tunnel had emptied. With the flexible XTS system, this waiting time is eliminated, as it can be divided into two safety zones using an additional power supply module. This allows the front section of the system to be stopped and serviced in the event of a fault, while the movers carrying the battery cells can exit the heating tunnel without interruption.
Felix Eitel explains another special feature of the product transport: “The workpiece carrier mounted on the XTS mover further increases the system’s flexibility. The battery cell is mounted so that it can rotate, allowing it – via a magnetic coupling to an AM8000 servomotor driven by the AX8000 multi-axis servo system – to be rotated once it reaches the respective work stations. This is used at 13 stations in each sub-system, i.e., for the optical inspections, at the cleaning stations, and in the heating tunnel.” The One Cable Technology (OCT) of the servomotors also offers advantages, as it significantly reduces the cabling work, takes up less space, and makes maintenance easier.
AM8000 servomotors are also used in the two pick-and-place applications – implemented as delta kinematics – at the beginning and end of the process sequence. These are calculated via TwinCAT 3 Kinematic Transformation on the central Beckhoff machine controller. TwinCAT 3 Motion Pick-and-Place handles the actual motion planning. A second Beckhoff control computer provides clear visualization and convenient system operation via TwinCAT HMI and three Beckhoff multi-touch Control Panels.
Working together to find the optimum solution
The mutual support among the partners involved also contributed significantly to achieving the desired solution. Andreas Hütter confirms that the collaboration with Beckhoff – and in particular with the sales office in Crailsheim – was close, solution-oriented, and on equal footing, covering everything from product design to application-related questions. Michael Luber highlights the consistently goal-oriented approach: “Despite four partners being involved and the corresponding process complexity, any challenges that arose were always addressed in a very constructive and positive manner. They also responded quickly and efficiently.”




