EtherCAT und XTS bei der mechanischen End-of-Line-Prüfung in der Batteriezellenfertigung
In der Elektromobilität wird eine möglichst hohe Leistungsfähigkeit nicht nur von den Fahrzeugbatterien erwartet, sondern auch mit Blick auf deren Fertigung. V4Smart, aus einem Joint Venture zwischen Porsche und Varta entstandener Spezialist für Lithium-Ionen-Rundzellen, hat dies bei einer komplexen Anlage zur mechanischen End-of-Line-Prüfung der Batteriezellen erfolgreich basierend auf der ultraschnellen EtherCAT-Kommunikation und dem intelligenten Transportsystem XTS von Beckhoff umgesetzt.
Hinter V4Smart, Nördlingen, steht ein interdisziplinäres Team, das sich auf die Entwicklung und Produktion leistungsfähiger Lithium-Ionen-Rundzellen spezialisiert hat. Der Schwerpunkt liegt auf der technologischen Weiterentwicklung elektrochemischer Speichersysteme – von der Materialforschung bis hin zur skalierbaren Zellfertigung. Ein Beispiel ist die neue End-of-Line-Testanlage für Batteriezellen z. B. für Porsche 911 Carrera GTS und Turbo S mit Hybridantrieb. Diese wurde in enger Zusammenarbeit mit dem Maschinenbaubereich von Varta Microbattery, Ellwangen, dem Systemintegrator Nema Automation, Bretzfeld, sowie Beckhoff in Verl und Crailsheim realisiert. Nema-CTO Andreas Hütter beschreibt das breite abzudeckende Aufgabenspektrum folgendermaßen: „Als Systemintegrator haben wir die Verantwortung für die Bereiche Steuerungskonzeption, Schaltplanerstellung, Schaltschrankbau, Softwareprogrammierung sowie Inbetriebnahme übernommen und diese Gewerke auch vollständig ausgeführt.“
Komplexität bei Anlagenaufbau und Prozessabläufen
Die Gesamtanlage besteht aus zwei gespiegelten Teilbereichen, von denen jeder ca. 15 m lang und 3 m breit ist. Auf diese Weise wurde die hohe geforderte Ausstoßleistung von 80 geprüften Teilen pro Minute bei einfacher Bedienbarkeit erreicht. In jeder Teilanlage sorgt ein von der Beckhoff Anlagentechnik komplett geliefertes XTS mit 28,5 m umlaufender Streckenlänge für einen schnellen und flexiblen Transport der Batteriezellen zu den über 30 Arbeits- bzw. Prüfstationen. Die Datenkomplexität komplettieren ungefähr 1.000 I/O-Datenpunkte, die je zur Hälfte über dezentrale EtherCAT-Box-Module und über EtherCAT-Klemmen in insgesamt 26 Schaltschränken erfasst werden. Dementsprechend wichtig – so Michael Luber, Leiter Segment Formation von V4Smart – ist bei dieser sehr großen und datenintensiven Anlage eine hochleistungsfähige und zuverlässige Kommunikationstechnik, die über den von Beckhoff entwickelten und inzwischen weltweit etablierten Industrial-Ethernet-Standard EtherCAT bereitsteht. Die große zu übertragende Datenmenge erfordert eine effiziente und genau auf die Applikation abgestimmte EtherCAT-Netzwerktopologie – eine Sterntopologie, von der aus linienförmig alle weiteren Netzwerkteilnehmer eingebunden sind.
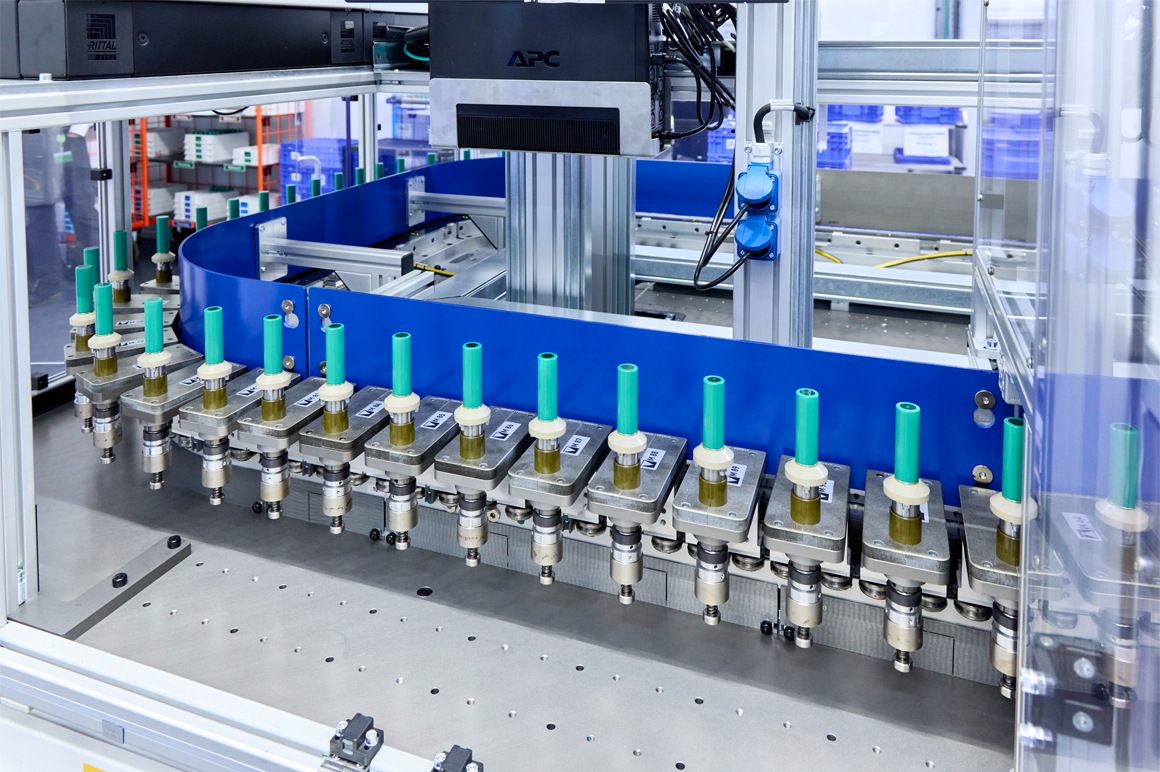
Die anzufahrenden Prozessstationen umfassen rund 20 optische Kontrolleinheiten sowie weitere Assemblingbereiche z. B. für das Aufbringen der unteren Batteriezellen-Isolierung und das Aufbringen eines Schrumpfschlauches inkl. des erforderlichen Heiztunnels. Hierzu erläutert Felix Eitel, Teamleiter Elektrokonstruktion/Steuerungstechnik bei Varta Microbattery: „Die Batteriezelle wird auf unterschiedlichste mechanische Merkmale hin geprüft. So wird der Mantel auf Kratzer, Dellen, Wasser- oder Elektrolytflecken untersucht. Gleiches gilt für Zellendeckel und -boden, wobei die Batteriezelle zusätzlich gewendet wird. Anschließend wird die Bodenisolation appliziert und deren korrekte Platzierung überprüft. Danach folgt das thermische Anbringen des Schrumpfschlauches inkl. einer Prüfung auf korrekte Länge, auf lückenloses Umschließen sowie und auf Beschädigungen. Abschließend wird jede Batteriezelle mit einem UV-Laser markiert, der Aufdruck per Kamera geprüft und die Zelle über einen Delta-Roboter entnommen.“

Andreas Hütter bestätigt, wie anspruchsvoll sich dieser letzte Prozessschritt in der Batteriezellenfertigung gestaltet: „Alleine schon die hohe Geschwindigkeit und Zuverlässigkeit, um die geforderten 40 Prüfteile pro Minute je Teilanlage sowie eine Ausschussrate von unter 1 % zu erreichen, erfordert eine äußerst leistungsfähige und durchgängige Steuerungstechnik sowie ein hochflexibles Produkthandling, wie es XTS ermöglicht. Als besondere Herausforderung kamen die Schrumpfschlauchapplikation mit dem Heiztunnel und die zahlreichen Kamerasysteme zur Ptrüfung der Vorprozesse hinzu.“
XTS als zentrales Anlagenelement
Zentrales und durchgängiges Element der Anlage ist der intelligente Produkttransport XTS von Beckhoff. Das zeigt sich nicht nur in der großen Streckenlänge von 28,5 m in jeder der beiden Teilanlagen, sondern auch in jeweils über 100 XTS-Motormodulen und 100 Movern. Zudem war XTS der ausschlaggebende Grund, um PC-based Control von Beckhoff als Automatisierungstechnologie einzusetzen, wie Felix Eitel verdeutlicht: „Varta Microbattery setzt bei seinen Verpackungsanlagen schon lange diese PC-basierte Steuerungstechnik ein. Beim End-of-Line-Tester für V4Smart war aber tatsächlich XTS der vordergründige Aspekt. Nur mit diesem Transportsystem ließen sich die erforderliche Dynamik und Geschwindigkeit im Produkthandling umsetzen.“
Andreas Hütter ergänzt: „Entscheidend dabei ist die Entkopplung des Produkttransports vom Maschinentakt. Schließlich umfasst die Anlage unterschiedlichste Bearbeitungsstationen mit Parallelisierung oder als Singlestation sowie den Heiztunnel als kontinuierlicher Prozess, der mit getakteten Abläufen synchronisiert werden muss. Dies erfordert die hohe Flexibilität, die XTS bietet. Hinzu kommt, dass der für die Anlage zur Verfügung stehende Platz limitiert ist und sich mit XTS ein sehr kompaktes Maschinenlayout realisieren lässt. Eine konventionell umgesetzte Anlage wäre mindestens ein Drittel größer gewesen.“
Die Einbindung des 2 m langen Heiztunnels zur Aufbringung des Schrumpfschlauches wäre laut Andreas Hütter ohne das flexible XTS ebenfalls schwieriger gewesen. Dieser wird von den Movern mit einer Geschwindigkeit von 60 mm/s durchfahren. Die Herausforderung bestand darin, dass alle im Heiztunnel befindlichen Batteriezellen auch bei einer Störung im Vorprozess zuverlässig aus dem Heizbereich ausfahren müssen, um eine Beschädigung durch zu langes Erwärmen auszuschließen. Im konventionellen Fall müsste dafür mit der Störungsbehebung gewartet werden, bis der Heiztunnel leer ist. Diese Wartezeit entfällt mit dem flexiblen XTS-System, das über ein zusätzliches Energieeinspeisemodul in zwei Sicherheitszonen unterteilt werden konnte. Daher kann die Anlage im Fehlerfall im vorderen Bereich angehalten und instand gesetzt werden, während die Mover mit den Batteriezellen ohne Beeinträchtigung den Heiztunnel verlassen.
Eine weitere Besonderheit im Produkttransport erläutert Felix Eitel: „Der auf dem XTS-Mover montierte Werkstückträger erhöht die Systemflexibilität zusätzlich. Die Batteriezelle ist darauf drehbar gelagert, sodass sie über eine magnetische Kopplung zu einem vom Multiachs-Servosystem AX8000 angesteuerten Servomotor AM8000 nach dem Erreichen der entsprechenden Arbeitsstationen rotieren können. Eingesetzt wird dies an 13 Stationen in jeder Teilanlage, d. h. bei den optischen Prüfungen, an den Reinigungsstationen und im Heiztunnel.“ Vorteile biete dabei auch die One Cable Technology (OCT) der Servomotoren, durch die sich deutlich der Verkabelungsaufwand reduziere, der Platzbedarf verkleinere und die Instandhaltung erleichtere.
Servomotoren AM8000 kommen zudem bei den beiden Pick-and-Place-Applikationen – ausgeführt als Delta-Kinematiken – am Anfang und am Ende des Prozessablaufs zum Einsatz. Gerechnet werden diese über TwinCAT 3 Kinematic Transformation auf der zentralen Beckhoff Maschinensteuerung. Für die konkrete Bewegungsplanung sorgt TwinCAT 3 Motion Pick-and-Place. Ein zweiter Beckhoff Steuerungsrechner sorgt über TwinCAT HMI und drei Beckhoff Multitouch-Control-Panel für eine übersichtliche Visualisierung und komfortable Anlagenbedienung.
Gemeinsam zur optimalen Lösung
Bei der Anlage hat nicht zuletzt auch die gegenseitige Unterstützung der beteiligten Partner zur gewünschten Lösung beigetragen. So bestätigt Andreas Hütter, dass die Zusammenarbeit mit Beckhoff und insbesondere mit dem Vertriebsbüro in Crailsheim eng, lösungsorientiert, auf Augenhöhe sowie von der Produktauslegung bis hin zu Applikationsfragen sehr umfassend war. Die stets zielführende Vorgehensweise hebt Michael Luber hervor: „Trotz vier beteiligter Partner und der entsprechenden Komplexität der Abläufe wurden auftretende Herausforderungen immer sehr konstruktiv und positiv angegangen. Zudem wurde schnell und effizient reagiert.“




