Individuell konfigurierbare Montagelinie
Der österreichische Sondermaschinenbauer TEUP richtet seine Konstrukteurstätigkeit im Normalfall auf einen konkreten Kundenbedarf aus. Die bis dato einzige Ausnahme: eine äußerst anpassungsfähige Montagelinie, welche die Steirer aus eigenem Antrieb entwickelten und die künftig als individuell konfigurierbare „Standardlösung“ zur Verfügung stehen soll. Die Anlage ist modular gestaltet, PC-basiert geregelt und mit dem hochflexiblen Transportsystem XTS von Beckhoff ausgestattet.
Die 1996 gegründete TEUP – Technische Entwicklung und Produktions GesmbH bewegte sich in den letzten 25 Jahren vom Vorrichtungs- und Formenbau kommend sukzessive in Richtung Sondermaschinenbau. „Wir sind langsam in diesen Bereich hineingewachsen und haben uns immer umfassenderen und komplizierteren Herausforderungen gestellt“, schildert Markus Resch, Head of Electric and Software bei TEUP. Inzwischen reicht die Lösungskompetenz der Steirer von der Gestaltung eines einfachen Handarbeitsplatzes mit einer Hand-Kniehebelpresse bis hin zu einer vollautomatisierten Montagelinie mit 50 Einzelprozessen.
Individuell gestaltbare Standardlösung
Zur Motivation, erstmals eine Standardlösung anzubieten, erläutert Markus Resch: „Als sich einer unserer Kunden aus einem sehr speziellen Geschäftsfeld zurückzog, beschlossen wir diese Lücke zu füllen. Zumal wir als jahrelanger Sublieferant genau wussten, worauf es bei Anlagen für diese Marktnische wirklich ankommt.“ Alexander Imhof, Mechanik-Konstrukteur bei TEUP ergänzt: „Durch einen modularen Aufbau sollte sich die Anlage individuell an die jeweiligen Erfordernisse anpassen und problemlos in alle Länder dieser Welt transportieren lassen.“
Ziel des Maschinenkonzepts war dementsprechend insbesondere eine maximale Kompaktheit und Flexibilität. Dafür waren zahlreiche Bearbeitungsstationen – quasi als Modulbaukasten – in das Gesamtsystem einzubinden. Markus Resch beschreibt dies folgendermaßen: „Wir sprechen hier von einer Montagelinie, in der Kunststoffschläuche aus Polyethylen auf die gewünschte Länge gebracht, zu Bündeln gewickelt, mit unterschiedlichen Konnektoren sowie Dichtungen versehen, beschriftet und mittels Lasermessung endkontrolliert werden.“
Komplettes Automatisierungsportfolio inkl. Transportsystem
Verschiedene Optionen abzuwägen und zu evaluieren, beherrschen die TEUP-Mitarbeiter aus dem Effeff. Schließlich sind sie als Sondermaschinenbauer daran gewöhnt, bei jedweder Aufgabenstellung nach der bestmöglichen Umsetzung Ausschau zu halten. Alexander Imhof nutzt dabei häufig auch Youtube als Inspirationsquelle und so stieß er auch in diesem Fall bei der Online-Suche nach einer passenden Produkttransportlösung auf mehrere Beckhoff-Videos über XTS: „Wir haben uns zwar mehrere Alternativen im Detail angesehen, aber das von Beckhoff angebotene Komplettpaket überzeugte am meisten: der globale Support, die einfach skalierbare PC-basierte Steuerungsarchitektur und die aus einer Hand zur Verfügung stehende Produktvielfalt, die bis hin zu Servoverstärkern, Servomotorklemmen, Reglern für Fremdmotoren und Servomotoren sowie verschiedensten I/Os und TwinSAFE reicht.“
Bei der neuen Montagelinie sind dementsprechend etliche Beckhoff-Komponenten zu finden – u. a. die elektronische Überstromschutzklemme EL9227-5500, die zahlreiche Prozessdaten anzeigt und etwaige Ereignisse in einer Abschalt-Historie speichert, oder der Echtzeit-Ethernet-Port-Multiplier CU2508, der die auf mehreren Strängen ablaufende EtherCAT-Kommunikation zwischen dem zentralen „Gehirn“ der Anlage, einem Schaltschrank-Industrie-PC C6930, und dem Transportsystem XTS managt. Bei XTS selbst waren es vor allem die flexiblen Gestaltungsmöglichkeiten, die Alexander Imhof angesprochen haben: „Man ist an keine fixen Abstände gebunden, benötigt keine Stopper und kann die einzelnen Bearbeitungsstationen genau in jener Reihenfolge anordnen, die der jeweilige Kunde benötigt. Sehr wichtig ist zudem, dass auch nachträgliche Änderungen des ursprünglichen Anlagendesigns problemlos realisierbar sind.“
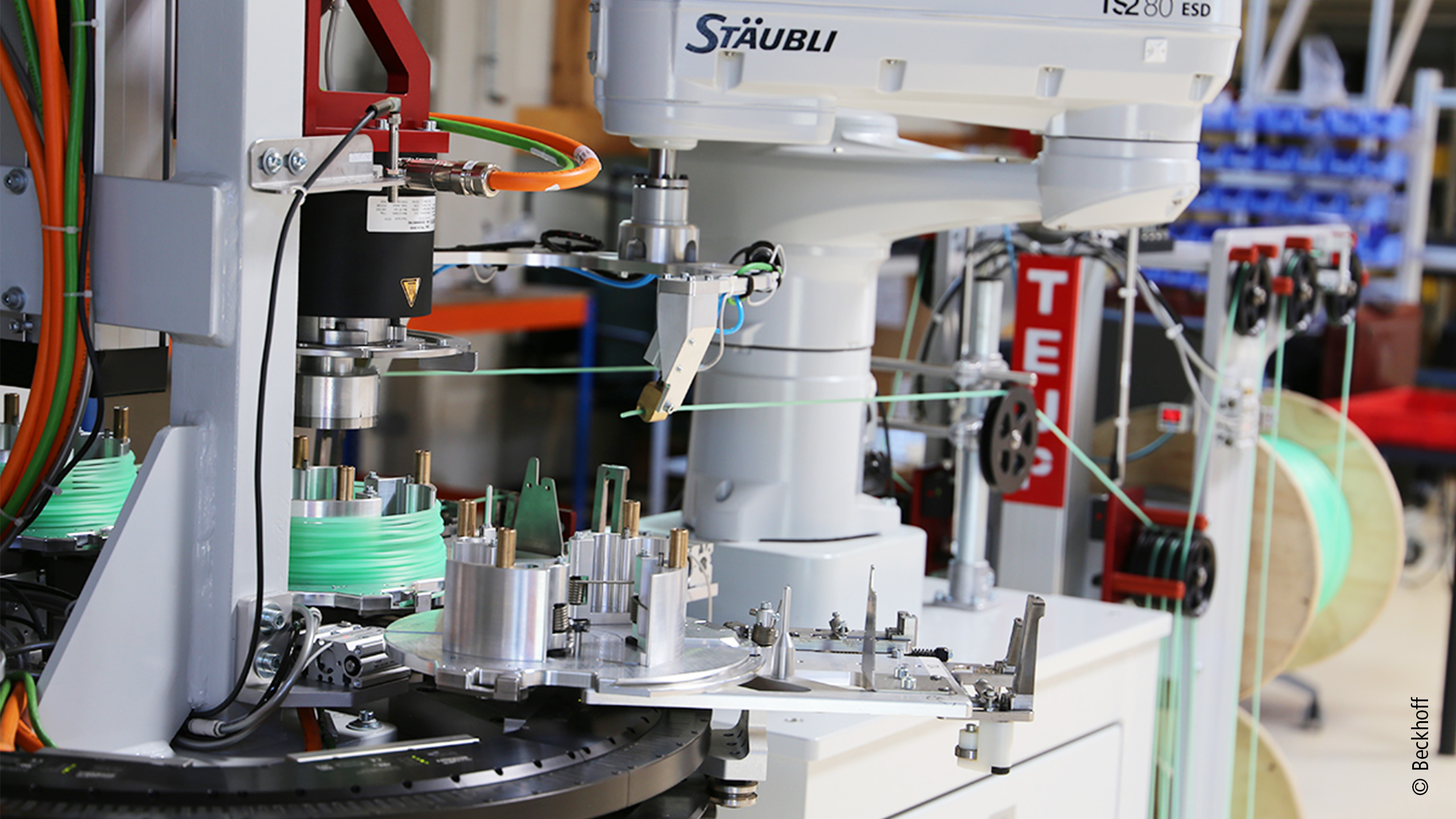
Derzeit überlegen die Steirer u. a. die Erweiterung um ein XPlanar-System, um das Ein- bzw. Ausschleusen von Rohmaterialien und fertigen Produkten zu optimieren. Eine entsprechende Schemazeichnung ist bereits bei Beckhoff zur „Debatte“ freigegeben. Denn eines habe sich beim Bau des Anlagenprototyps, den TEUP für Testläufe und Vorführzwecke im eigenen Haus behalten wird, deutlich gezeigt: Bei einem offenen Gedankenaustausch kommen die besten Einfälle. So war es ursprünglich beispielsweise nicht geplant, mit dem C6930 auch die beiden involvierten Stäubli-Roboter direkt zusammen mit dem XTS-System zu steuern. „Das ergab sich erst bei der Inbetriebnahme, da wir dadurch schnellere Zykluszeiten und somit eine bessere Synchronisation mit den Bewegungen des Transportsystems erreichen konnten. Komfortabel und effizient umgesetzt wurde dies mit der TwinCAT-Bibliothek Robotics uniVAL PLC“, erklärt Gerhard Holzer, Support bei Beckhoff Österreich. „Nun haben wir wirklich einen Rechner für alles“, freut sich Markus Resch darüber, dass für die Automatisierung der gesamten Montagelinie lediglich ein Industrie-PC entsprechend zu konfigurieren ist. Das bedeute bei einer Anlage, die in gleicher oder zumindest sehr ähnlicher Form in Serie gehen soll, einen erheblichen Vorteil.
XTS ermöglicht flexiblere und kompaktere Anlagen
Das Ziel einer höheren Anlagenflexibilität wurde laut Alexander Imhof klar erreicht: „In der Vergangenheit waren die Kunden an eine starre, 30 m lange Produktionslinie gebunden. Jetzt sind mit einem um ein Viertel geringeren Anlagenfootprint gleich hohe Stückzahlen eines Produkts oder sogar mehrere Produktvarianten parallel herstellbar.“ Außerdem können selbst beim derzeit standardmäßig eingesetzten XTS – mit zehn Movern und ovaler, 8 m betragender Streckenlänge – bei Bedarf noch drei bis vier zusätzliche Bearbeitungsstationen integriert werden.
Beim Formatwechsel, z. B. zur Umstellung auf andere Wickellängen, muss mit XTS und PC-basierter Steuerungstechnik nichts mehr geschraubt oder dem für die Materialzuführung zuständigen Sechsachser neu eingeteacht werden. Diese Änderungen lassen sich einfach per Mausklick in der Software erledigen, wodurch sich die Rüstzeiten laut Markus Resch von 20 auf nur noch 1 min reduzieren. Weiterhin resümiert er: „Die einzelnen Kunststoffschläuche werden nun millimetergenau auf ein bestimmtes Endmaß gewickelt. Bei der alten Anlage gab es immer kleine Abweichungen. Außerdem hilft uns der in enger Zusammenarbeit mit Beckhoff erarbeitete Systemaufbau dabei, eine weitere Zukunftsvision umzusetzen: eine Montagelinie, die so leicht von A nach B zu verfrachten ist, dass sich eine Endfertigung in unmittelbarer Nähe zum Einsatzort des Produkts anbietet.“