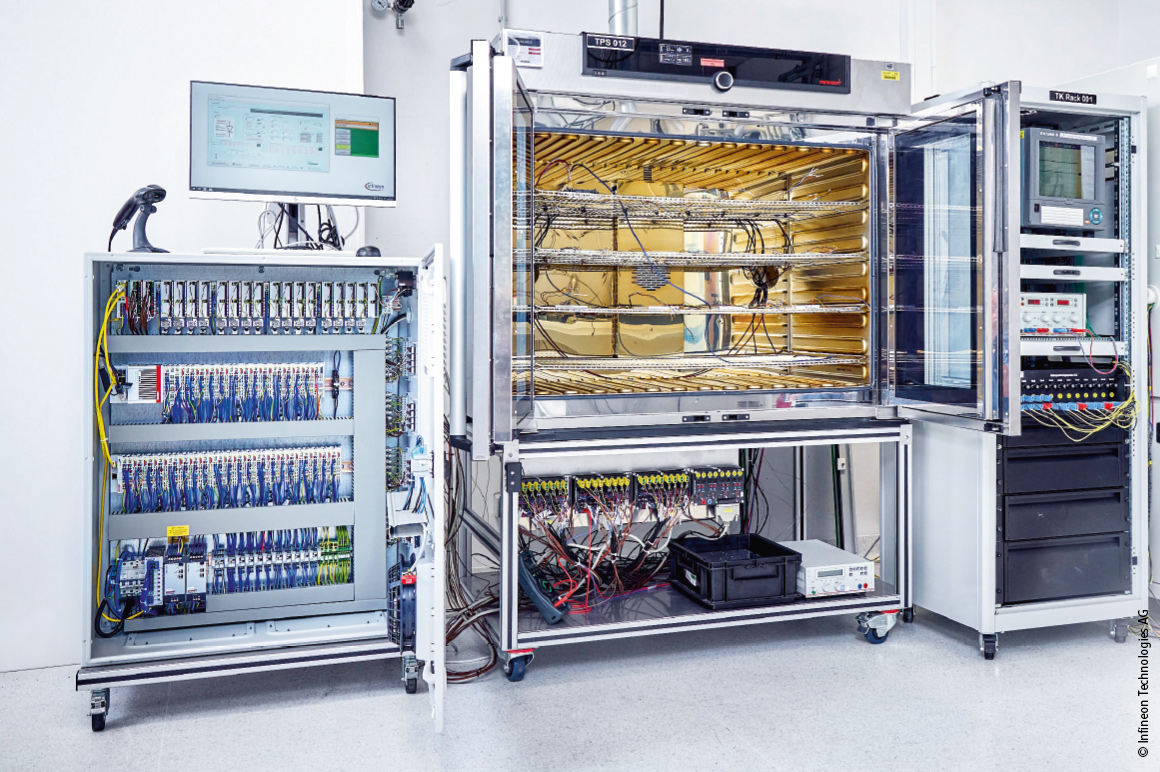
Test bench for temperature calibrating power semiconductors
Precise temperature characteristics are essential for performing power cycling tests on power semiconductors. Infineon Technologies AG in Warstein determines these characteristic curves on a test bench with TwinCAT 3 Interface for LabVIEWTM and ELM3xxx series EtherCAT Terminals. As a result, calibration has become more precise and the efficiency of the entire test laboratory has also increased significantly.
At its Warstein site, Infineon Technologies develops and manufactures power semiconductors and modules with a current-carrying capacity ranging from a few amps to 3,000 A. The site is considered a center of innovation and a leading location for research and development as well as the manufacture of frame power modules (FPM). These modules are used worldwide in various components, e.g., in converters for electromobility, industrial drives, railway drives, wind turbines, and solar parks.
Power cycling tests are an essential part of the development process as well as quality assurance during production. “This explains why power cycling test benches are the biggest cost factor in our machine park in terms of investment and infrastructure requirements,” says Dr. Martin Roeckerath, head of the test laboratory in Warstein. Accordingly, the test benches should be utilized as efficiently as possible. Prior temperature calibration (TC characteristic curve) of the semiconductors on a separate test bench is essential for these tests. “These temperature characteristics are required for all subsequent tests on the performance test benches, as they allow the junction temperature under load – one of the most important variables – to be determined very quickly and accurately,” says Martin Seidelmann, test engineer at Infineon in Warstein, emphasizing the importance of the measurements. Therefore, each module must undergo the TC measurement once.
Bottleneck temperature calibration eliminated
Until now, these measurements were performed manually, with the measuring currents and gate voltages being laboriously set by hand and the voltages occurring at the module contacts being logged using calibrated recorders. “Nothing was automated,” says Martin Seidelmann. Faults during a measurement were not automatically detected and signaled. Since the recorders were not networked, the measured values had to be read out via SD cards or USB sticks and imported into a separate PC for calculating the temperature characteristics.
Just over three years ago, consideration began to be given to automating the manual test bench used to determine temperature characteristics. The flexibility and openness of PC-based control from Beckhoff gave Martin Seidelmann a great level of freedom, allowing a wide variety of modules to be calibrated on the test bench without long setup times. Not only do the measurement currents and gate voltages vary. For example, there are modules with diodes that are only measured in the forward direction. With IGBTs, however, the gate must be controlled and the voltage between the collector and emitter measured. “When measuring in the reverse direction, this also works with silicon carbide MOSFETs,” reveals Dr. Martin Roeckerath.
The PC-based control automated TC measuring stand can now be used to determine the temperature characteristics of up to 32 modules with high precision and reliability. For that purpose, the modules are placed in the furnace, which is controlled via TCP/IP and TwinCAT, wired, and subjected to a precisely regulated current. During the measurement process, which lasts several hours, the furnace runs through a given temperature profile. When the specified temperatures are reached (thermal equilibrium), the voltage at the module contacts is precisely measured and stored using ELM3102-0100 EtherCAT measurement terminals. “Precise means 24-bit resolution and 0.01% accuracy,” says Christian Lindemann, Product Manager I/O at Beckhoff. Martin Seidelmann is still impressed by the accuracy of these EtherCAT Terminals: “When calibrating the test bench, the voltage values of the ELM terminals were identical to our calibration standard down to the sixth decimal place.”
Precise and flexible calibration
Infineon uses EL2596 EtherCAT Terminals, which were developed for controlling LEDs, to generate measurement currents ranging from 10 to 500 mA. “We use shunts and analog input terminals to regulate the measurement currents with an accuracy of 0.1 mA – and we do this with standard components,” emphasizes Martin Seidelmann. An EtherCAT Terminal from the standard construction kit could even be used for a special module that is controlled with just 1 mA. “For the necessary galvanic isolation of the channels, we combined the LED control terminals with EL9560 power supply terminals,” adds Antonia Kuhn, Sales at Beckhoff.

PC-based control also offers flexibility in terms of the control architecture. A CX5140 Embedded PC was specified as the computer, on which a LabVIEWTM runtime is installed in user mode parallel to TwinCAT 3. The measurement technology software receives all setpoint and actual values as well as status bits for operation, visualization, and calculation of the characteristic curve via the TwinCAT 3 Interface for LabVIEW™ (TF3710). Martin Seidelmann sees another advantage in the programmability of EtherCAT Terminals: “When preparing a test, the operator only has to enter the IDs of the modules to be measured. TwinCAT takes care of the rest and configures the control of the furnace, the measurement currents, and gate voltages, e.g., 15 V for an IGBT or -8 V for silicon carbide modules.”
Close cooperation
The control cabinet was designed and built by Beckhoff systems engineering. “The implementation was perfect,” says Martin Seidelmann. “This includes CE certification of the cabinet, which Infineon requires as an automotive supplier.”
Even special functions, such as increased control accuracy by a factor of 10, could be implemented in the standard product via firmware updates: “In close cooperation between Infineon and Beckhoff, we quickly came to a conclusion and were able to achieve even more precise control,” adds Christian Lindemann.
Entire test laboratory benefits
Compared to before, Infineon saves around one hour of setup time per test, while achieving significantly higher accuracy and reliability in the measurement results. Automation now makes it possible to run the tests at night without supervision. “Now we can do two runs in one day,” says Dr. Martin Roeckerath. The furnace cools down more quickly thanks to the furnace doors being opened by TwinCAT and via TCP/IP. This means that the operator can start preparing for the next test earlier.
The higher throughput is not only reflected in a significant increase in overall equipment efficiency (OEE); the test laboratory is also able to better meet the sometimes tight deadlines set by the development departments for which it acts as a service provider. Nevertheless, Martin Seidelmann and Dr. Martin Roeckerath are not satisfied with what they have achieved and are already working on further increasing efficiency: The next step is to no longer retrieve the temperature characteristics manually from the power cycling test benches, but to retrieve them automatically from the central database using the module IDs. “This results in a further increase in OEE,” says Martin Seidelmann. Following the positive experiences with PC-based control, two further systems, each with 24 modules, are currently being planned – one of which will be installed at the production site in Hungary.




