Prüfstand zur Temperaturkalibrierung von Leistungshalbleitern
Für Powercycling-Tests von Leistungshalbleitern sind präzise Temperaturkennlinien essenziell. Infineon Technologies AG in Warstein ermittelt diese Kennlinien auf einem Prüfstand mit TwinCAT 3 Interface for LabVIEWTM und EtherCAT-Klemmen der ELM3xxx-Serie. Die Kalibrierung ist dadurch nicht nur präziser geworden, sondern die Effizienz des gesamten Prüflabors ist auch deutlich gestiegen.
Infineon Technologies entwickelt und produziert am Standort Warstein Leistungshalbleiter und -module mit einer Stromtragfähigkeit von wenigen Ampere bis zu 3.000 A. Der Standort gilt als Innovations- und Leitstandort für Forschung und Entwicklung sowie die Fertigung von Frame Power Modules (FPM). Diese Module kommen weltweit in unterschiedlichen Komponenten zum Einsatz, z. B. in Umrichtern für die Elektromobilität, industriellen Antrieben, Bahnantrieben oder auch Windkraftanlagen oder Solarparks.
Wesentlicher Bestandteil des Entwicklungsprozesses wie auch der fertigungs-begleitenden Qualitätssicherung sind Powercycling-Tests. „Deshalb sind Powercycling-Prüfstände der größte Kostenfaktor in unserem Maschinenpark hinsichtlich Investitionen und Infrastrukturanforderungen“, so Dr. Martin Roeckerath, Leiter des Prüflabors in Warstein. Dementsprechend sollen die Prüfstände auch möglichst gut ausgelastet sein. Unabdingbar für diese Tests ist die vorherige Temperaturkalibrierung (TK-Kennlinie) der Halbleiter auf einem separaten Prüfstand. „Diese Temperaturkennlinien werden bei allen nachfolgenden Tests auf den Leistungs-Prüfständen benötigt, da sich damit die Sperrschichttemperatur unter Last − eine der wichtigsten Größen – sehr schnell und genau bestimmen lässt“, stellt Martin Seidelmann, Prüfingenieur bei Infineon in Warstein, die Wichtigkeit der Messungen heraus. Daher muss jedes Modul zwingend einmal die TK-Messung durchlaufen.
Nadelöhr Temperaturkalibrierung eliminiert
Bislang wurden diese Messungen manuell durchgeführt, die Messströme und Gate-Spannungen aufwendig von Hand eingestellt und an den Modul-Kontakten anfallende Spannungen mittels kalibrierter Schreiber aufgezeichnet. „Nichts lief automatisch“, so Martin Seidelmann. Störungen während einer Messung wurden nicht automatisch erfasst und signalisiert. Da die Schreiber nicht vernetzt waren, mussten die Messwerte über SD-Karten oder USB-Sticks ausgelesen und an einem separaten PC für die Berechnung der Temperaturkennlinien wieder eingespielt werden.
Vor gut drei Jahren begannen die Überlegungen, den manuellen Teststand zur Ermittlung der Temperaturkennlinien zu automatisieren. Dabei gaben die Flexibilität und Offenheit von PC-based Control von Beckhoff Martin Seidelmann viele Freiheitsgrade an die Hand: Auf dem Prüfstand müssen unterschiedlichste Module ohne lange Rüstzeiten kalibriert werden. Dabei variieren nicht nur die Messströme und Gate-Spannungen. Beispielsweise gibt es Module mit Dioden, die nur in Durchlassrichtung gemessen werden. Bei IGBTs ist dagegen das Gate anzusteuern und die Spannung zwischen Kollektor und Emitter zu messen. „Wenn man in Sperrrichtung misst, funktioniert das auch bei Siliziumkarbit-MOSFETs“, verrät Dr. Martin Roeckerath.
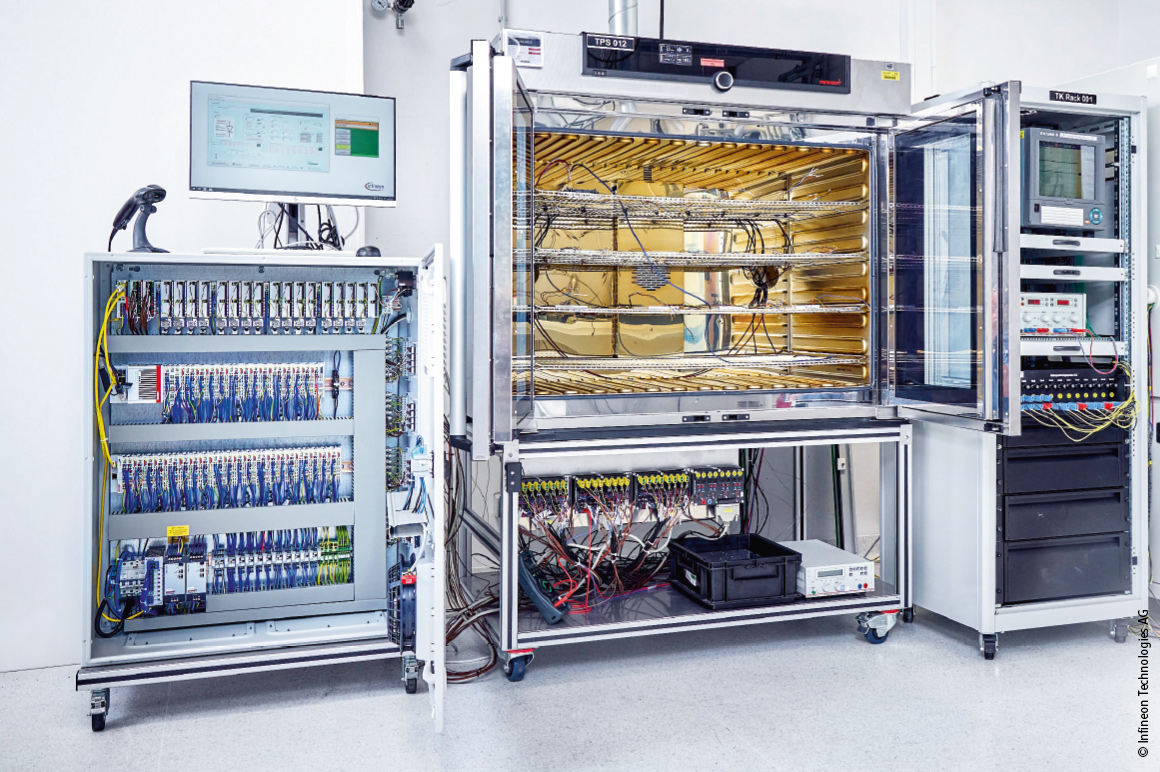
Mit dem mit PC-based Control automatisierten TK-Messstand können inzwischen die Temperaturkennlinien von bis zu 32 Modulen mit hoher Präzision und Zuverlässigkeit ermittelt werden. Die Module werden dazu in den über TCP/IP und mit TwinCAT gesteuerten Ofen gelegt, angeschlossen und mit einem präzise geregelten Strom beaufschlagt. Während der mehrstündigen Messungen durchfährt der Ofen ein Temperaturprofil. Bei Erreichen der vorgegebenen Temperaturen (thermisches Gleichgewicht) wird an den Kontakten des Moduls die Spannung mit EtherCAT-Messtechnikklemmen ELM3102-0100 präzise gemessen und gespeichert. „Präzise heißt mit 24 Bit Auflösung und 0,01 % Genauigkeit“, so Christian Lindemann, Produktmanager I/O bei Beckhoff. Die Genauigkeit dieser EtherCAT-Klemmen begeistert Martin Seidelmann noch heute: „Bei der Kalibrierung des Prüfstands waren die Spannungswerte der ELM-Klemmen bis zur sechsten Nachkommastelle identisch mit unserem Kalibrier-Normal.“
Präzise und flexible Kalibrierung
Für die Erzeugung der Messströme von 10 bis 500 mA nutzt Infineon die EtherCAT-Klemmen EL2596, die zur Ansteuerung von LEDs entwickelt wurden. „Über Shunts und analoge Eingangsklemmen regeln wir die Messströme mit 0,1 mA Genauigkeit – und das mit Standard-Komponenten“, betont Martin Seidelmann. Selbst für ein spezielles Modul, das mit lediglich 1 mA angesteuert wird, konnte eine EtherCAT-Klemme aus dem Standard-Baukasten genutzt werden. „Für die notwendige galvanische Trennung der Kanäle haben wir die LED-Ansteuerungsklemmen mit Einspeiseklemmen EL9560 kombiniert“, ergänzt Antonia Kuhn, Vertrieb Beckhoff.

Flexibilität bietet PC-based Control auch hinsichtlich der Steuerungsarchitektur. Als Rechner wurde ein Embedded-PC CX5140 spezifiziert, auf dem parallel zu TwinCAT 3 eine LabVIEWTM-Runtime im User-Mode installiert ist. Die Messtechnik-Software erhält für Bedienung, Visualisierung und Berechnung der Kennlinie alle Soll- und Istwerte sowie Status-Bits über das TwinCAT 3 Interface for LabVIEW™ (TF3710). Martin Seidelmann sieht in der Programmierbarkeit der EtherCAT-Klemmen einen weiteren Vorteil: „Der Operator muss bei der Vorbereitung eines Tests nur die IDs der zu messenden Module erfassen, TwinCAT übernimmt den Rest und konfiguriert die Ansteuerung des Ofens, der Mesströme und Gate-Spannungen, z. B. 15 V bei einem IGBT oder -8 V bei Siliziumkarbit-Modulen.“
Enge Zusammenarbeit
Den Schaltschrank projektiert und aufgebaut hat die Anlagentechnik von Beckhoff. „Die Umsetzung war perfekt“, so Martin Seidelmann, „inklusive CE-Zertifizierung des Schranks, die Infineon als Automotive-Zulieferer benötigt.“
Selbst spezielle Funktionen, wie eine erhöhte Regelgenauigkeit um den Faktor 10, konnten per Firmware-Update im Standardprodukt umgesetzt werden: „Im engen Austausch zwischen Infineon und Beckhoff kamen wir schnell zum Ergebnis und konnten eine noch präzisere Regelung realisieren“, ergänzt Christian Lindemann.
Gesamtes Prüflabor profitiert
Im Vergleich zu früher gewinnt Infineon je Test rund eine Stunde Rüstzeit, bei einer deutlich höheren Genauigkeit und Verlässlichkeit der Messergebnisse. Die Automatisierung ermöglicht es, die Tests nun auch nachts ohne Aufsicht zu fahren. „Jetzt schaffen wir zwei Durchläufe an einem Tag“, so Dr. Martin Roeckerath. Durch das mit TwinCAT und über TCP/IP gesteuerte Öffnen der Ofenklappen kühlt der Ofen zudem schneller ab. Daher kann der Operator früher mit den Vorbereitungen für den nächsten Test beginnen.
Der höhere Durchsatz zeigt sich nicht nur in einer deutlich gestiegenen Overall Equipment Efficiency (OEE); das Prüflabor kann die teils engen Zeitvorgaben der Entwicklungsabteilungen, für die das Prüflabor als Dienstleister agiert, besser einhalten. Trotzdem geben sich Martin Seidelmann und Dr. Martin Roeckerath mit dem Erreichten nicht zufrieden und arbeiten bereits an der weiteren Effektivitätssteigerung: Im nächsten Schritt ist geplant, die Temperaturkennlinien nicht mehr manuell an den Powercycle-Prüfständen abzurufen, sondern über die IDs der Module automatisch aus der zentralen Datenbank abzurufen. „Daraus resultiert eine weitere Steigerung der OEE“, so Martin Seidelmann. Nach den positiven Erfahrungen mit PC-based Control werden aktuell zwei weitere Anlagen für jeweils 24 Module projektiert, von der eine am Fertigungsstandort in Ungarn aufgebaut wird.
Weitere Informationen




