用於製造變壓器鐵芯的高效、精密機器中的完全整合控制平台
製造變壓器鐵芯的過程中,提升生產效率,不能犧牲工件加工精度。因此,OEM 製造商 Micro Tool & Machine 公司(MTM)在重新設計X-Shear 機台時,將重複精度作為首要任務。在將自動化技術從傳統的 PLC 轉換到倍福完全整合控制平台後,他們的生產效率提高了一半以上,同時提高加工精度。
MTM 總部位於加拿大馬尼托巴省溫尼伯市,為生產中型電力變壓器,同時也為航空航太和醫療等其它產業提供各種機械設備解決方案。公司自 1964 年成立以來,一直提供深度客製化服務,以適應獨特的加工流程或設施佈局。
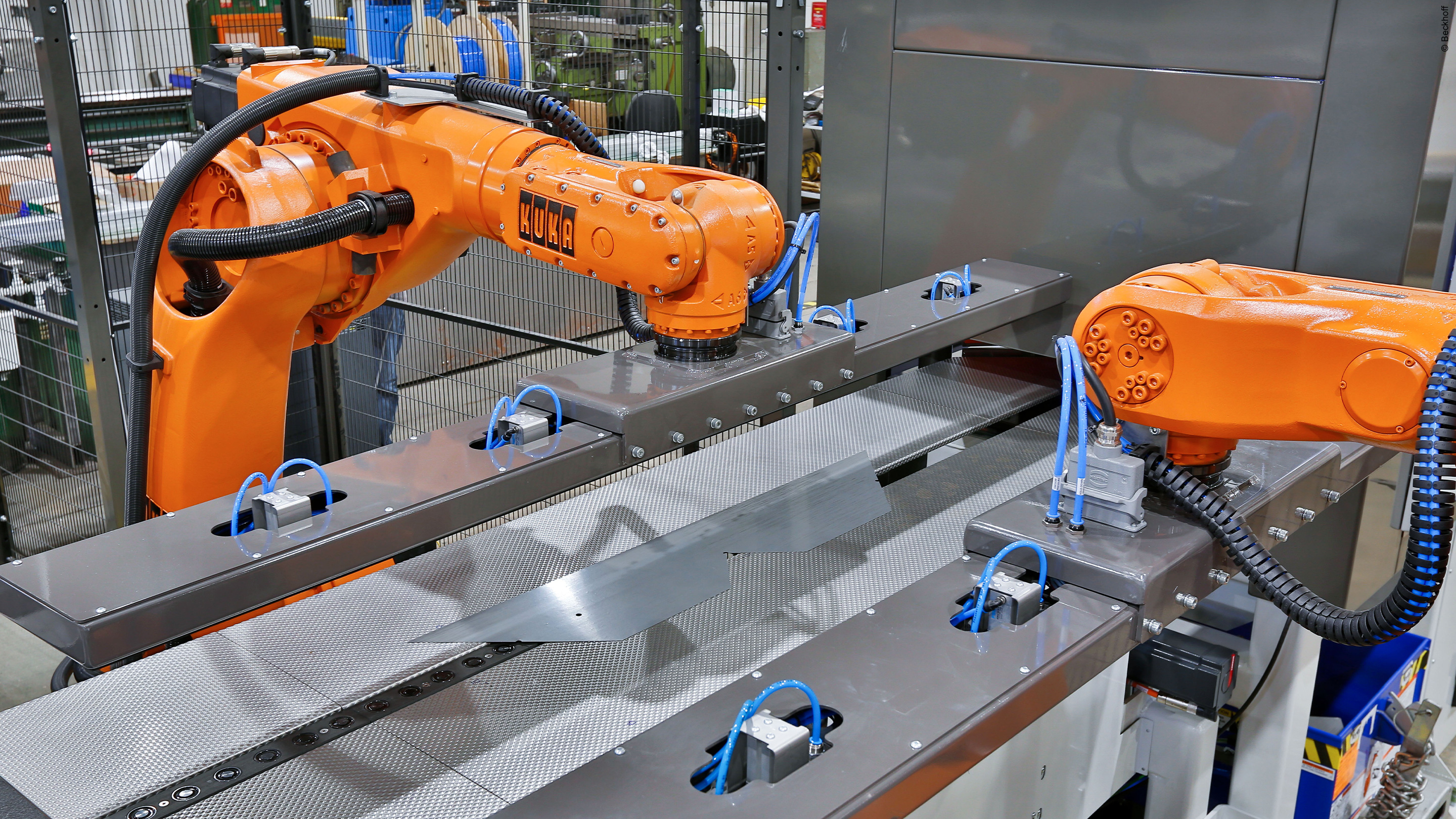
XS600-P20E X-Shear 剪切機透過PC-based自動化技術和機器人技術實現變壓器鐵芯疊片的剪切、碼垛和組裝。在切割站中,設備使用 X 形刀片配置,用不同寬度的疊層線圈剪切出任何所需的幾何形狀。隨後,兩個庫卡關節型機器人與兩個拾放機械手一起組裝鐵芯。系統設計為在電子碼垛模式下一次最多可剪切和組裝 4 個變壓器鐵芯,在非電子碼垛模式下,將剪切好的疊片分成 30 段堆放。
MTM 總經理 Gord Atamanchuk 說,X-Shear長 13 米、寬 8 米,其占地面積已經比許多競爭對手的設備小了三倍。「我們的整合式裝卸方法有效減少設備的體積。其它設備都是以線性方式堆放碼垛堆,而我們是以節省空間的網格方式堆放。」在重新設計設備期間,MTM 公司工程師們非常注重同時提升產能與加工精度,並降低組件和人工成本。
多工處理能力是關鍵
「最關鍵的一點是實施一台真正的多工控制器。我們之前使用的控制平台沒有達到我們對 運轉時間系統的要求。而且系統在執行條件或指令方面的能力有限。這意味著每分鐘生產的工件較少。」MTM 公司電氣總工程師 Eduard Streichert 解釋說道。在這次重新設計之前的五年裡,工程團隊已經將 MTM 產品系列中的其它設備都轉換為配備倍福PC-based控制技術。現在,他們已經準備好更新規模最大、技術最複雜的設備。

MTM 使用 TwinCAT 3 自動化軟體和倍福的 C6930 控制櫃式工業 PC ,實施多工控制系統,可以顯著提升 X-Shear 剪切機性能。TwinCAT 中的多運轉時間和核心隔離功能能夠高確定性地控制並行任務,包括 X 型剪切機使用的高速協調運動。TwinCAT 將程式設計環境整合到 Visual Studio® 中,讓程式設計師能夠使用最適合於專案和工程師的語言,包括 IEC 61131-3 和高階語言。
根據 Eduard Streichert 介紹,C6930 控制櫃式工業 PC 搭載第七代 Intel® Core™ i5 四核處理器,具備的高運算能力令人印象深刻。「作為一台真正的多工控制器,C6930 可以有效縮短設備循環時間,進而大幅提高產能。工業 PC 為 PC 和 PLC 技術提供了綜合解決方案。包括連接上位系統、實現遠端支援、存儲配方以及在 Visual Basic 中運行 HMI 所需的一切。」
此外,MTM 還選擇了一台具有客製化按鈕擴展件的 CP3921 多點觸控控制台用作操作介面。這台防護等級為 IP 65 的 21 英寸觸控式螢幕安裝在剪切單元的立柱上。「這也是 MTM 第一次使用透過一根標準的 CAT.6A 電纜供電及傳輸 USB 2.0 和 DVI 信號的 CP-Link 4 單電纜解決方案連接面板。」倍福區域業務工程師 Amir Kassaian 解釋說道。碼垛單元還具有操作便利性高的特點,內置一台 12 英寸 CP2912 多點觸控控制台。
倍福的 EtherCAT 和先進的運動控制系統顯著提高加工速度
倍福系統應用專家 Chris Timmermans 認為,運動控制系統和網路升級是 X-Shear 專案中最重要的部分之一。「MTM 全面轉換使用倍福控制平台,配備 AX5000 伺服驅動器和 AM8000 伺服馬達,以及各種用於剪切軸的減速機。用於控制伺服馬達的 EL7211 EtherCAT 端子模組也與採用了單電纜技術的 AM8100 伺服馬達結合,實現了高度緊湊的運動控制解決方案。」Timmermans 說道。TwinCAT 軟體工具有助於微調各種運動,以實現最高精度,Eduard Streichert 解釋道:「我們使用 TwinCAT Scope View 調整 X-Shear 剪切機上的馬達,真正大幅提升系統性能。」
EtherCAT 系統通訊速度快、高靈活度,支援實現各種硬體解決方案。EtherCAT 端子模組產品包含各種適合安裝在控制櫃中的 I/O 以及可以直接安裝在設備上的 IP67 級 EtherCAT 端子盒。此外,經過 TüV 認證的 TwinSAFE 安全端子盒和安全端子模組可以在 TwinCAT 中靈活程式設計並透過標準網路進行通訊,同時省下「黑盒子」安全開關設備硬接線所需的工程設計工作。
「整合式架構在調試和性能方面帶來了許多優勢。」Eduard Streichert 說道。「EtherCAT 和 TwinSAFE 解決方案與 CP-Link 4 相結合,顯著減少電纜佈線和接線工作。EP 端子模組允許控制器採集感測器以及分佈在整台 X-Shear 剪切機中的液壓和氣動設備中的訊號,讓我們在減少開支的同時,實現提升性能。」
優化性能
轉換使用倍福控制平台後,MTM 的 XS600-P20E X-Shear 的性能和功能都有顯著提升。剪切機的最大剪切速度提高到每分鐘 34 片,速度比以前使用傳統 PLC 的機型提高 55%。這是因為PLC 的循環時間明顯加快 1 ms。除了減少佈線工作量、控制櫃中佔用的空間以及降低相關組件的成本之外,倍福工程師還幫助 MTM 優化伺服馬達的尺寸。因此,重新設計X-Shear完成了關鍵目標:保持高精度,並透過提高整體性能增加設備的核心競爭力。