Fully integrated control platform in an efficient and precise machine for manufacturing transformer cores
In transformer core manufacturing, efficiency gains in production cannot sacrifice part accuracy. Therefore, OEM Micro Tool & Machine Ltd. (MTM) made repeatability its top priority while working on a redesign of its X-Shear machine. A switch in the automation technology from a legacy PLC to a fully integrated Beckhoff control platform helped increase production rates substantially by more than half, while at the same time improving the level of precision in manufacturing, among other things.
Based in Canadian Winnipeg, Manitoba, MTM provides machine solutions for the manufacturing of medium-size power transformers, along with aerospace, medical and other industries. Since its founding in 1964, the company has offered high degrees of customization to accommodate unique process flows or facility layouts.
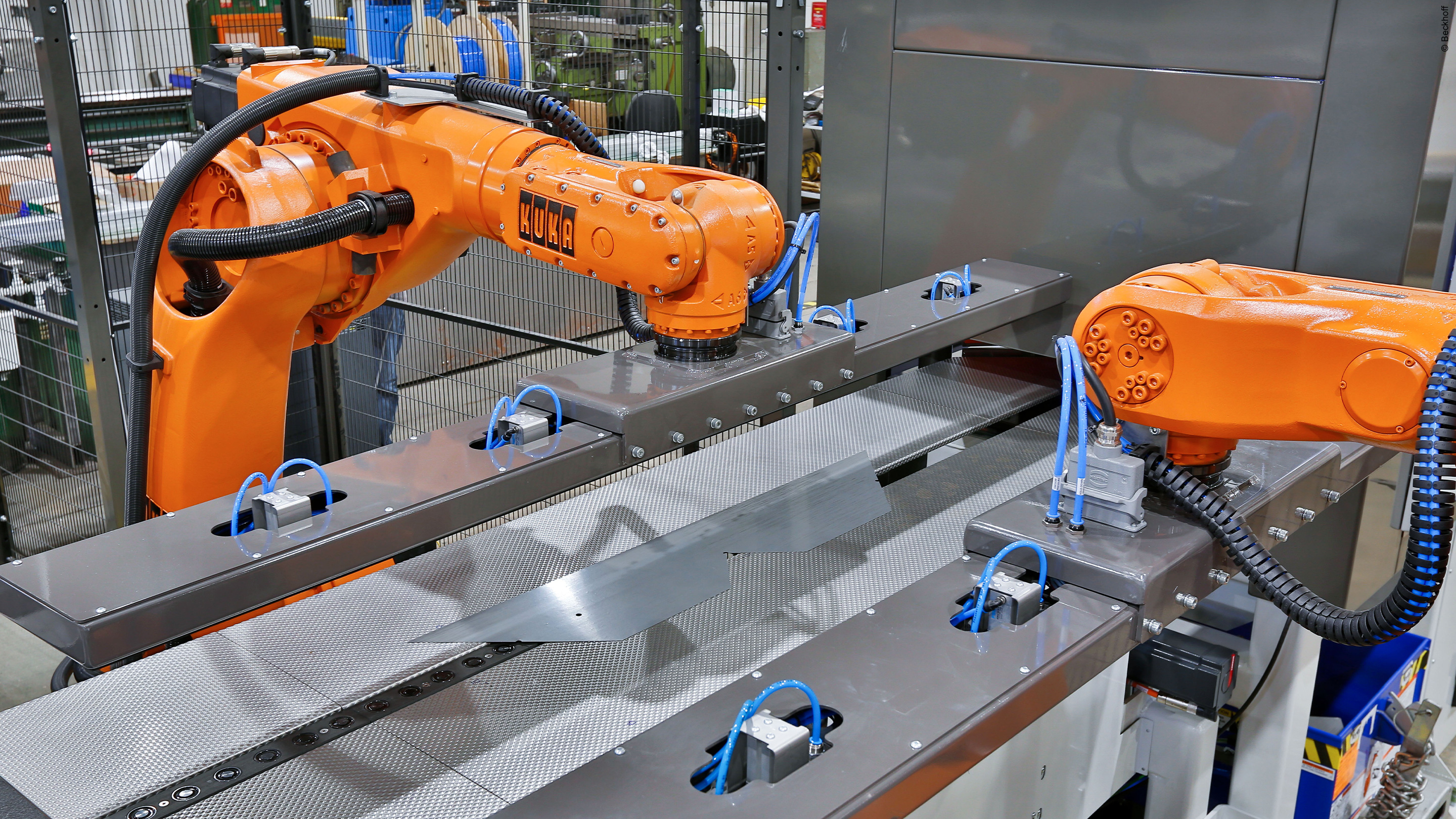
The XS600-P20E X-Shear machine cuts, stacks and assembles transformer laminations using PC-based automation and robotics. In the cutting cell, the machine uses an X-shaped blade configuration to cut any required geometry from coiled lamination of varying widths. After that, two articulated KUKA robots in conjunction with two pick and place arms assemble the core pieces. The system is designed to cut and assemble up to four transformer cores at once in e-stacking modes and sort the cut laminations into 30 segment piles when not in e-stacking modes.
At 13 meters (43 feet) long by 8 meters (26 feet) wide, the X-Shear’s footprint already measured up to three times smaller than many competitors, according to Gord Atamanchuk, General Manager of MTM. “Our integrated method for loading and unloading reduces the size of the machine. Most other machines stack segment piles in a linear fashion, while we use a space-saving grid format,” he says. In the redesign of the machine, MTM engineers focused on optimizing throughput, while increasing cut accuracy and reducing component and labor costs.
Multitasking capabilities are crucial
“One of the biggest keys was implementing a true multitasking controller. The previous control platform we used fell short of our runtime requirements. The system had limited capability to perform conditions or commands in parallel. This meant fewer parts per minute,” Eduard Streichert, Electrical Lead at MTM, explains. In the five years leading up to this redesign, the engineering team had transitioned all other machines in the MTM portfolio to PC-based control from Beckhoff Automation. Now, they were ready to update the largest and most complex machine.

MTM found the multitasking control system needed to enhance the X-Shear in TwinCAT 3 automation software and the C6930 control cabinet Industrial PC (IPC) from Beckhoff. The multiple runtimes and core isolation capabilities in TwinCAT enable deterministic control for parallel tasks, including high-velocity coordinated motion used with the X-shaped cutters. Through Visual Studio® integration, TwinCAT enables programmers to use the best language for the project and the engineer, including IEC 61131-3 and computer science programming standards.
According to Eduard Streichert, the C6930 control cabinet IPC delivers impressive computing power with a seventh-generation Intel® Core™ i5 processor with four cores: “As a true multitasking controller, the C6930 reduces machine cycle times so that throughput is much higher. The IPC offers one combined solution for PC and PLC technologies. This includes everything from connecting to higher-level systems and enabling remote support to storing recipes and running the HMI in Visual Basic.”
For operator interface, MTM selected a CP3921 multi-touch Control Panel with custom push-button extensions. This IP65-rated, 21-inch touchscreen is pole-mounted on the cutting cell. This was also the first time MTM used CP-Link 4 (One Cable Display Link) for panel connection, a one-cable solution that supplies power, USB 2.0 and the DVI signals, explains Beckhoff Regional Sales Engineer Amir Kassaian. The stacking cell also offers high operating convenience scaled to a built-in 12-inch CP2912 multi-touch Control Panel.
EtherCAT and advanced motion control from Beckhoff increase speed
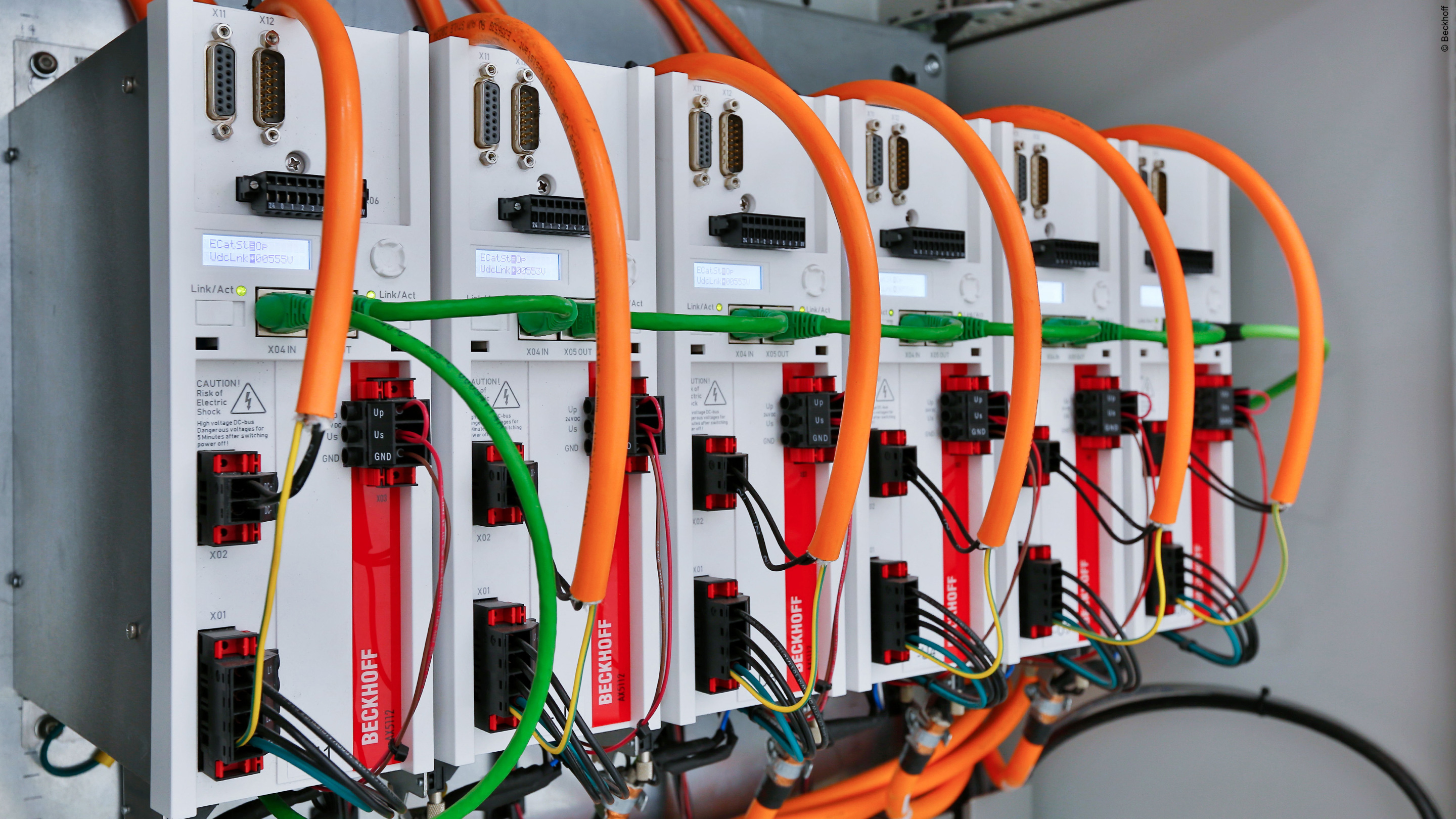
For Beckhoff Applications Specialist Chris Timmermans, upgrades in motion control and networking were among the most important aspects in the X-Shear project. “MTM shifted fully to the Beckhoff platform by implementing AX5000 Servo Drives and AM8000 servomotors, along with various gearboxes for the cutting axes. The EL7211 EtherCAT Terminal for servomotor control also offered a highly compact motion solution with One Cable Technology (OCT) for AM8100 servomotors,” Timmermans says. The tools inside TwinCAT software helped with fine-tuning movements for highest accuracy, Eduard Streichert explains: “When tuning motors on the X-Shear, we use TwinCAT Scope View and really push the system to its highest performance.”
The EtherCAT system delivers fast communication, flexibility and a versatile range of hardware solutions. EtherCAT Terminals comprise the main I/O in the control cabinet, and IP67-rated EtherCAT Box modules distribute intelligence across the machine. In addition, TwinSAFE Box modules and terminals offer TÜV-certified functional safety with flexible programming in TwinCAT and communication over the standard network, also eliminating the engineering effort required for the hardwiring of black-box safety switches.
“The integrated architecture offered many advantages in terms of both commissioning and performance,” Eduard Streichert explains. “Along with CP-Link 4, the EtherCAT and TwinSAFE solutions greatly reduced cabling and wiring effort. The EP Boxes allow the controller to capture signals from sensors, along with hydraulic and pneumatic devices, spread throughout the X-Shear. As a result, we increased performance while reducing expenses.”
Optimized performance
By transitioning to the Beckhoff control platform, MTM boosted performance and functionality for the XS600-P20E X-Shear. The machine increased its maximum cutting speed to 34 sheets per minute – a 55% increase in speed compared to previous models with the legacy PLC. These gains resulted in part from a significantly faster PLC cycle time of 1 ms. Beyond reducing cabling, control cabinet requirements and costs for the related components, the Beckhoff engineers also helped MTM optimize servomotor sizing. As a result, the X-Shear redesign accomplished its key goal – maintaining high cut accuracy – and helped improve the competitiveness of the machine by optimizing overall performance.