
Modern warehouse and distribution systems must ensure fast availability with maximum flexibility, as well as high efficiency and reliability. With our high-performance PC and EtherCAT-based control technology, these requirements can be met optimally while also providing a competitive advantage.
Get a head start in intralogistics with Beckhoff:
- modular and scalable portfolio for maximum flexibility
- open interfaces in hardware and software
- ultra-fast and secure communication with the EtherCAT real-time fieldbus
- flexible choice of operating system
- long-term availability offers investment security
Do you have any questions?
Our technology for your logistics processes
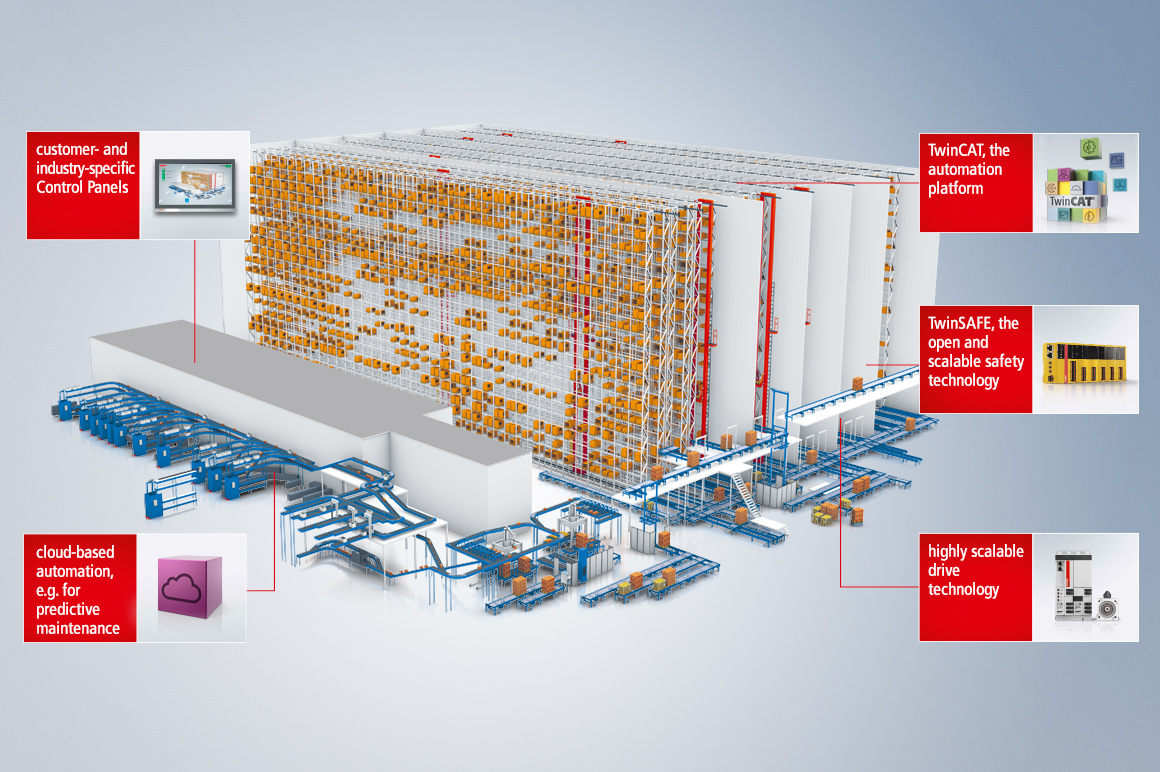
An integrated control platform for all intralogistics applications
Traditional PLC controls cannot keep pace with the technological advances in intelligent systems for warehouse and distribution logistics. The trend towards advanced and flexible warehouse technologies, together with data-intensive systems for implementing artificial intelligence (AI), e.g. machine learning for machine optimization and predictive maintenance, requires PC-based control technology. Our control system provides you with a future-proof solution for all warehouse and distribution logistics processes:
- integration and synchronization of all control functions on a single hardware and software platform
- outstanding performance thanks to powerful industrial PCs with multi-core processors
- integrated cloud connection
- TwinCAT/BSD, a UNIX-based operating system, can be used flexibly as an alternative to Windows
- the available hypervisor for TwinCAT/BSD enables the software to be executed on a single hardware platform for different operating systems in virtual CPUs
- precise scalability in terms of cost, complexity and computing power

Fast, open, and ideally suited to intralogistics: EtherCAT
EtherCAT technology was launched by Beckhoff in 2003 and made available as an open automation technology standard. With outstanding performance, flexible topology selection, comprehensive diagnostics and simple configuration, EtherCAT is ideally suited for use in logistics centers.
EtherCAT highlights for warehouse and distribution logistics:
- virtually unlimited network expansion
- flexible connection of other fieldbus systems enables easy integration of existing network and fieldbus technology
- reduced cabling work thanks to the EtherCAT P single-cable solution
- maximum performance with speeds of 1 Gbit/s or 10 Gbit/s with EtherCAT G
- utilization of bandwidth which allows large amounts of data to be captured over the network without affecting cycle times
- no accumulated switching delays, ideal for linear applications such as conveyor belt or sorting controls

Integrated automation with TwinCAT
The TwinCAT 3 automation software integrates all engineering and runtime processes, and features a consistent development environment for executing all control tasks in warehouse and distribution logistics. You can choose the programming method that is best suited to your application or combine languages based on the application and skill set. Microsoft Visual Studio® is used as the standard programming workbench as it supports different version management systems and simplifies team-based programming. PLC languages in accordance with IEC 61131-3 with object-oriented programming are also supported.
TwinCAT highlights for intralogistics:
- open interfaces for seamless integration of all system parts as well as communication with the material flow computer and warehouse management system
- TwinCAT IoT enables cloud connection via standardized protocols such as OPC UA, MQTT, and HTTPS/REST
- TwinCAT Analytics offers tools for predictive maintenance, improved diagnostics and extensive remote maintenance options

The modular and easy-to-integrate safety solution
Many intralogistics devices, such as mobile robots, stacker cranes, and crane systems, require higher safety standards to safeguard interaction between humans and devices. Some cases involve combinations of different forms of drive technology. Beckhoff’s integrated safety solution ensures consistent safety: in TwinSAFE, we have implemented a universal safety concept that integrates safety functions into the standard control platform – from the PLC to the drive technology via I/Os as well as integrated functions in the drive modules.
TwinSAFE: the integrated safety solution for logistics:
- all safety functions can be programmed and configured with TwinCAT
- wide range of TwinSAFE I/O modules with IP20 and IP67 protection rating
- flexible mixing of safe signals with standard signals in the terminal segment
- no special safety PLCs required: safety logic is distributed in I/Os and drives via the EtherCAT network
- TwinSAFE SC technology combines standard signals for safety-related tasks to achieve analog safety, such as safe positioning and safe speeds for mobile robots and AGVs.

Cybersecurity through PC-based control and EtherCAT
Advanced warehouse and distribution logistics require seamless networking of all components, from conveyor technology to the superordinate IT or ERP system. However, this increasing digitalization also increases the potential attack risks for automated systems. Systematically reducing the of points of attack provides the best protection. This is achieved through organizational measures, well thought-out system design, and technological safety solutions. Beckhoff supports you in all areas, for example with up-to-date vulnerability information and cybersecurity guidelines for the entire portfolio.
In terms of technology, PC-based control and EtherCAT form an inherently secure foundation. Central communication via the industrial PC enables native security functions in the operating systems to be implemented for the PLC runtime as well, including integrated firewalls. You also benefit from EtherCAT's architecture: the protocol is designed for hardware-based real-time control and is clearly separated from IP networks, which means it only offers a small window for attack. EtherCAT can therefore be used in a manner that is cyber-safe and conforms to standards without any adaptations.
Our product highlights for your logistics processes

Control cabinet-free automation with the MX-System
For the first time, the MX-System enables completely control cabinet-free automation solutions in machine and system engineering. The combination of baseplate and function modules in this modular system combines all the tasks and properties of a control cabinet: power supply, fuse protection and power distribution, generation and monitoring of auxiliary voltages, sequence control with inputs and outputs, control of motors and actuators, and the connection level for the field devices. The consistently systemic approach greatly reduces the effort required for planning, machine installation, and maintenance. The system footprint is reduced, and system availability and flexibility are also increased.
The advantages of the MX-System for warehouse and distribution logistics:
- decentralization shortens cable routes, particularly in sprawling logistics centers
- exact scalability to logistics applications
- elimination of cabling errors and fast commissioning with plug-and-play principle
- minimal downtime due to hot-swap functionality
- can be expanded flexibly with EtherCAT Box modules and integrated drive technology
- integrated diagnostics in each module for additional system uptime


Improved communication and cabling for motor-driven roller conveyor systems
The EP74xx EtherCAT Box modules are compact controllers for motor-driven roller conveyor systems: The MDR controllers take over the sensorless control of BLDC motors in the voltage range from 24 to 48 V, regardless of the motor manufacturer.
The 2-channel modules of the EP7402 series are available in protection class IP67. Power supply and EtherCAT communication are implemented via a single cable with a hybrid EtherCAT P connection, which significantly reduces the cabling work.
The modules of the EP741x series in protection class IP54+ are available as a 2-channel version (EP7412) and as a particularly compact 4-channel version (EP7414). The fully cascadable design with integrated connection cables eliminates wiring errors and minimizes installation time. Variants with integrated safety functionality (Safe Torque Off (STO) via Safety over EtherCAT (FSoE)) are available as an option. Safety addressing is carried out using DIP switches, which facilitates commissioning and replacement in case of service. The integrated safety eliminates the need for additional components or complex parallel wiring and elevates the modularity of material transport systems to a new level.

ATRO: Automation Technology for Robotics
The ATRO system is a modular industrial robot system that can be used to assemble robot structures for different intralogistics applications on an individual and flexible basis. Standardized motor modules in various sizes, together with link modules in a variety of designs, are combined on a base module for cable and media feeds. Complete integration into the TwinCAT control platform offers access to a wide range of proven automation functions. The link with XPlanar and XTS and the precise synchronization of all components into the robotics system generate completely novel machine concepts.
The advantages of the ATRO system for logistics applications:
- faster cycle times due to exact synchronization of all components of the machine
- modular set-up reduces maintenance and downtime
- stepless rotation of all motor and connection modules
- network, power, and media feeds routed through the center to the end effector for complete freedom of movement

TwinCAT/BSD: alternative operating system
An alternative operating system – TwinCAT/BSD – is available for selected Beckhoff Industrial PC platforms. TwinCAT/BSD combines the TwinCAT runtime with FreeBSD®, an industrially tested and reliable open source UNIX® operating system.
TwinCAT/BSD Hypervisor: integrated VM environments
The TwinCAT/BSD Hypervisor enables simultaneous execution of virtual machines and TwinCAT real-time applications on a single Beckhoff Industrial PC. Optimized integration of the hypervisor into the TwinCAT/BSD operating system and coordination of software and hardware generate maximum performance from virtual machines while maintaining TwinCAT real-time properties. This makes it possible to use the strengths of different operating systems on one industrial PC and to improve the security properties of the overall system.


Rethinking product transport with XPlanar
With the intelligent XPlanar transport system, free-floating planar movers glide smoothly over freely arrangeable planar tiles along six axes, without colliding with each other. Transport, filling, and picking processes can be designed in entirely new ways with XPlanar. Since the XPlanar tiles can be arranged to suit any system design, product streams can be freely directed. Quick setup changeovers to other containers, carried out entirely in the software, shorten downtime.
Intelligent product and material transport with XPlanar:
- free positioning and flexible movement of the movers across the entire system
- application-specific arrangement of tiles in any geometry
- maximum flexibility: transport of individual goods via any route to any location
- movers available in different formats and for different loads
- synchronous and asynchronous movement of the movers for easy transportation of goods of different sizes and payloads
- no wear and tear, as the movers float above the system base
Are you looking for solutions for special applications?

Effective sorting and a competitive edge
More and more parcels, rapidly changing formats, less and less time: fast, high-performance sorting systems are essential for modern warehouse and distribution logistics. However, the complexity of such sorting systems is developing just as dynamically as the growth in e-commerce. Classic PLC hardware is almost incapable of mastering complete systems. With PC-based control from Beckhoff and the fast fieldbus EtherCAT, there are virtually no limits on building future-proof sorting systems.
Our highlights for sorting systems:
- high-speed communication via EtherCAT with no fieldbus limitations, zero switch delays, and independence from Internet Protocol (IP)
- maximum efficiency limits, all afforded by high-performance industrial PCs with the latest processors
- optimal synchronization of all control functions in TwinCAT

Compact controls for high-performance AGVs and AMRs
Together, e-commerce, cost pressure, and staff shortages are driving a real trend in intra- and production logistics: the usage of automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) is increasing. Beckhoff's open and flexibly configurable platform allows you to automate all aspects of your AGV using a single high-performance industrial PC or embedded PC – including PLC, motion control, robotics, safety, battery management, and navigation.
Our highlights for AGVs and AMRs:
- save valuable installation space with one of the most compact controls for AGVs on the market which can execute all aspects of the AGV: PLC, motion, safety, and navigation
- investment and life-cycle protection thanks to Beckhoff’s open technology
- flexible safety system enables implementation of all safety functions required for AGVs and AMRs

Improved efficiency for conveyor systems
High-performance, reliable conveyor technology is crucial in warehousing and intralogistics processes to ensure efficient and timely handling of goods. Beckhoff technology offers significant advantages for conveyor systems in logistics centers. The EP7402 EtherCAT Box module takes over complete control of any BLDC roller motor, irrespective of the manufacturer, providing a single control solution for any conveyor. It offers a dedicated circuit for the motor rollers which can be integrated into the e-stop circuit via FSoE (Fail-Safe over EtherCAT) and therefore meets the new safety standards for power conveyors. Power to the electronics and other inputs are maintained. In addition, One Cable Automation cuts down on the work involved in wiring.
Our highlights for conveyor systems:
- improved package throughput due to high-performance control technology
- openness and flexibility allow for easy expansion and modification to the system
- save resources with efficient automation and less cables
- rich diagnostic data for smarter, more effective predictive maintenance strategies

Optimized logistics with automated storage and retrieval systems
Automated storage and retrieval systems (AS/RS) are essential for improving the efficiency and accuracy of warehousing operations. Beckhoff's technology offers robust solutions for controlling these systems, ensuring seamless integration and high-speed performance. With PC-based control and EtherCAT communication, AS/RS can be optimized for faster throughput and precise inventory management.
Our highlights for AS/RS:
- powerful and precise control technology that ensures reliable operation and high throughput
- real-time communication with EtherCAT for fast data transfer and precise system coordination
- flexible control system design for easy integration of various components and scalability
- ultra-compact control technology that easily fits inside the shuttle cavities
- full shuttle safety control, including collision avoidance, thanks to wireless communication with the warehouse management system

Efficient and sustainable packaging
In modern logistics, the demand for tailored packaging solutions has never been greater. Right-sized packaging minimizes waste, reduces shipping costs, and enhances the sustainability of logistics operations. With Beckhoff's automation technology, packaging processes can be precisely controlled and adapted to meet the specific needs of each product and shipment. This ensures that packaging is not only efficient but also environmentally friendly.
Our highlights for right-sized packaging:


