PC- und EtherCAT-basierte Steuerungstechnik einer Mehrstationen-Pressenlinie für die Automobilindustrie
Damit in einer Fertigungslinie die einzelnen Pressen und Stanzen aufeinander abgestimmt Hand in Hand arbeiten können, setzt der chinesische Systemintegrator Aotto auf PC-based Control von Beckhoff. Mit einem Industrie-PC als zentraler Steuerung und Motion Controller sorgt das gesamte Produktspektrum bis hin zu den Servomotoren AM8000 per EtherCAT hochleistungsfähig vernetzt für einen ausfallsicheren Betrieb, einen optimierten Produktionsprozess und damit nicht zuletzt für einen maximalen Anlagendurchsatz.
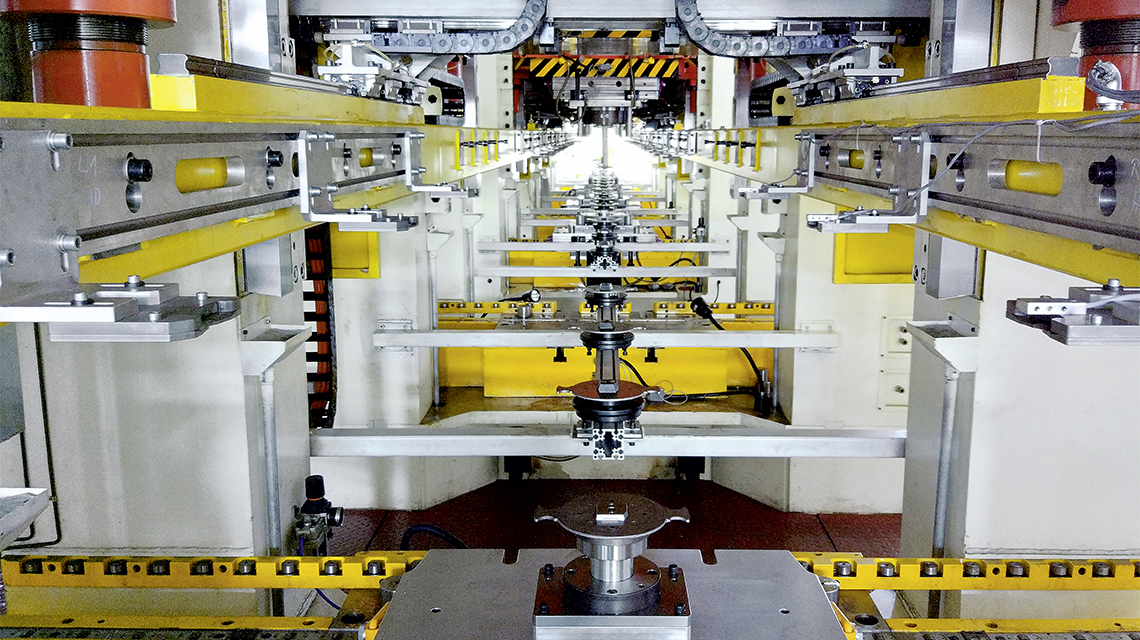
Eine ausgeklügelte Zuführtechnik gilt als das Herz jeder Pressen-Automatisierung, um den größtmöglichen Fertigungsdurchsatz erzielen zu können. So auch bei Aotto Automation Co. Ltd. Jinan, angesiedelt in der chinesischen Wirtschaftsentwicklungszone Jinan. Die dort vorhandene Mehrstationen-Pressenlinie sollte eine neue flexible, automatisierte Stanztechnik erhalten. Kernstück der Anlage bildet das automatisierte Zuführsystem der Mehrstationen-Presse, die aus einer Stanzpresse, dem Dreikoordinaten-Zuführsystem, einem optischen Bauteile-Identifikationssystem sowie einer intelligenten Ablaufsteuerung besteht.
Ablaufzyklen optimieren, Effizienz erhöhen
Gestanzt wird in mehreren Schritten, und zwar an vier bis fünf Stationen. Das automatische Mehrstationen-Zuführsystem ist auf den Fertigungszyklus der Pressen abgestimmt und verbessert die Gesamteffizienz. Aotto setzt – um die komplette Linie und deren Ablaufzyklen zu optimieren sowie die Nebenzeiten zu minimieren – bei der kompletten Steuerungstechnik auf Komponenten von Beckhoff.
Das Zuführsystem der Pressenstationen wird von einem Schaltschrank-IPC C6930 als Motion Controller gesteuert. Softwareseitig sind mit TwinCAT 3 sowohl die PLC-Funktionalität als auch mehrachsige NC-PTP-Bewegungsabläufe und Kurvenscheiben realisiert. Damit entsteht eine flexible und leicht aufrüstbare Motion-Control-Steuerung, die sich über ein Multitouch-Einbau-Control-Panel CP2916 als HMI komfortabel bedienen lässt. Die Leistungsfähigkeit des C6930 als Steuerungsrechner der gesamten Fertigungslinie spiegelt sich in seinen vielfältigen Aufgaben wider:
- synchronisierte Ansteuerung der Servomotoren AM8000 beim Materialvorschub zwischen den einzelnen Stationen,
- Kurvenscheibensteuerung zwischen Zuführung und Presse,
- Überwachen der gesamten Fertigungslinie sowie
- Kommunikation mit dem HMI.
EtherCAT vereinfacht Netzwerkaufbau
Die Datenkommunikation innerhalb der Fertigungslinie erfolgt über EtherCAT, wobei u. a. EtherCAT-Klemmen, EtherCAT-Box-Module in Schutzart IP 67 sowie TwinSAFE-Klemmen zum Einsatz kommen. Vorteilhaft ist hierbei insbesondere die freie Topologiewahl und vor allem auch die Kombination aus Linien, Verzweigungen und Stichleitungen. Die erforderlichen Schnittstellen stehen mit den entsprechenden EtherCAT-Kopplern bereits direkt zur Verfügung, d. h. es sind keine zusätzlichen Switche erforderlich. Vielmehr kommuniziert der zentrale Industrie-PC C6930 direkt über EtherCAT mit den jeweiligen lokalen Steuerungen an den einzelnen Pressenstationen.

Um Installationskosten zu sparen, lassen sich die IP-67-I/O-Module der EP-Serie auf einer Montageschiene am Maschinenbett der jeweiligen Station befestigen. Die Installation der Steuerungskomponenten direkt an jeder Station erleichtert dem Betreiber zudem die Wartung von Hard- und Software. Weiterhin ist die Steuerungssoftware des gesamten Systems in einen Steuerungsrechner integriert, sodass das Produktionsmanagementsystem optimal die Effizienz in der Fertigung steigern kann.
Leistungsfähige Antriebstechnik mit One Cable Technology
Die automatische Mehrstationen-Zuführlinie ist die am häufigsten eingesetzte Teilezuführung bei Fertigungslinien in der Automobilindustrie. Sie ist gekennzeichnet durch schnelle, hocheffiziente Produktionszyklen und basiert auf dem Dreikoordinatenformat der X-Y-Z-Achsen. Dabei werden die Werkstücke mit zwei Greifarmen aufgenommen und synchron im Takt von einer Station zur nächsten transportiert. Hierfür kommen die Servoverstärker AX5000 und die Servomotoren AM8000 zum Einsatz, um die Spannvorgänge synchron auszuführen und die Doppelgreifer gleichzeitig zu beschicken. Beide Greifer bewegen sich nicht nur im normalen Fertigungsablauf gleichlaufend, sondern verharren auch bei plötzlichem Stromausfall bis zum Wiederanlauf synchron. Das verhindert, dass sich das Material durch eine asynchrone Bewegung beider Arme verformt.
Mit der Antriebstechnik von Beckhoff profitiert Aotto von der One Cable Technology (OCT), die Power- und Feedbacksystem in der Standardmotorleitung kombiniert. Auf diese Weise werden zum einen die Material- und Inbetriebnahmekosten deutlich reduziert. Zum anderen verringert sich die Gefahr von Fehlverdrahtungen.