
With PC-based control, EtherCAT, and our intelligent transport systems such as the XPlanar planar motor system, XTS linear transport system, and ATRO modular industrial robot construction kit, we offer our customers a flexible and high-performance automation platform. Our powerful control technology is ideally suited to your assembly and handling processes where speed and precision are essential, but even ‘slow’ processes can benefit from Beckhoff automation solutions when it comes to productivity. This applies to all areas, too – from transport, joining, welding, and bonding through to assembly and testing, from a lot size of one to mass production, and from simple to sophisticated applications.
An evolutionary leap for assembly and handling technology:
- competitive advantages through innovative technologies
- end-to-end solution for quick and precise applications, whether simple or sophisticated
- intelligent product transport systems for flexibility in machine design
- competent advice thanks to in-depth industry expertise
Do you have any questions?
Our technologies for assembly and handling technology

PC-based control – all control functions on a single platform
With PC-based control, Beckhoff offers an open system solution that covers all areas of assembly and handling: modular in structure and scalable in terms of performance, design, and price, variable hardware is available for all machine functions – from process control, HMI, motion control, robotics, safety, and measurement technology through to vision and IoT integration. Scalable industrial PCs form the backbone of the system, complemented by the modular and real-time-capable TwinCAT software platform, along with EtherCAT as a powerful communication system. PC-based control provides you with a future-proof solution:
An evolutionary leap for assembly and handling technology:
- open in terms of software and hardware for the integration of your expertise through to cloud connectivity
- flexible automation and precise synchronization for even the most challenging assembly and movement sequences
- bespoke solutions in terms of performance, design, and price to suit your requirements

TwinCAT 3 – flexibility, modularity, and outstanding performance at its core
TwinCAT 3 automation software integrates all engineering and runtime processes for the implementation of all control tasks with TwinCAT Motion Control 3 (MC3) as an essential component. This next generation of motion control extends the features of TwinCAT NC2 to include a whole host of capabilities, including multi-core and multi-tasking. TwinCAT allows you to take your sophisticated assembly and handling processes to the next level, offering flexibility in accordance with the standards of IEC 61131-3 and programmability in C++, MATLAB® and Simulink®.
TwinCAT highlights for assembly and handling technology:
- integration of all functions – from HMI, motion control, XTS, XPlanar, robotics, safety, and measurement technology through to vision, cloud integration, and machine learning
- extensive libraries for motion control as well as various robot kinematics
- scalable motion control platform without fixed limits on the number of axes
- ability to synchronize movement for multiple axes and axis groups across all CPU cores (multi-core) with high precision

EtherCAT: Uncompromisingly fast, flexible, and open
EtherCAT technology was launched by Beckhoff in 2003 and made available as an open automation technology standard. With outstanding performance, flexible topology selection, comprehensive diagnostics, and simple configuration, EtherCAT is also ideally suited for use in assembly and handling applications. Choose EtherCAT: the fastest and most high-performing Industrial Ethernet technology on the market by far.
EtherCAT highlights for assembly and handling:
- extremely short cycle times for precise and efficient processes
- wide selection of EtherCAT-compatible sensors and actuators on the market
- flexible integration of other fieldbus systems, such as CANopen, IO-Link, and PROFINET
- less cabling work thanks to the EtherCAT P one cable solution
- maximum performance with speeds of 1 Gbit/s with EtherCAT G or 10 Gbit/s with EtherCAT G or EtherCAT 10G

Drive systems for dynamic and precise positioning tasks
With our unparalleled range of technologies in the world of electric drives, we offer our customers a clear technological edge over the competition: whether it’s multi-axis servo systems with synchronous servomotors, highly dynamic linear servomotors, compact electric cylinders, tubular motors, compact drives for the low-voltage range, or drive solutions for control cabinet-free machine concepts, everything is integrated into the system and can be combined to create high-performance assembly processes.
Advantages of highly scalable drive technology at a glance:
- many drive technologies, one system: combine and precisely synchronize a wide variety of drive and handling technologies to suit your needs
- revolutionized assembly processes: intelligent transport systems pave the way for superior machine concepts.
- one cable technology: combining the power and feedback system in a single standard motor cable saves installation space and time
- safety included: TwinSAFE safe automation technology is available for all Beckhoff drive solutions
- compact drive technology: motion control for the low-voltage range
Our product highlights for assembly and handling technology

Eliminate the control cabinet with the MX-System
The MX-System opens up completely control cabinet-free automation solutions. Combining various baseplates and function modules (IPC, coupler, I/O, drive, relay, and system modules), the modular system encompasses all the functions and properties of a control cabinet: power supply, fuse protection and power distribution, generation and monitoring of auxiliary voltages, sequence control with inputs and outputs, control of motors and actuators, and the connection level for the field devices. The internationally certified components reduce the labor required for planning, assembly, machine installation, and maintenance.
Advantages of the MX-System at a glance:
- more floor space in production due to the elimination of control cabinets
- IP67 housing to facilitate use in all areas
- increased efficiency in machine manufacturing due to reduced engineering, assembly, and testing work
- combinable with EtherCAT Box modules and an AMP8000 distributed servo drive system
- integrated safety functionalities for drives and I/Os via FSoE (FailSafe over EtherCAT)
- significantly less work and time for planning and assembly

Robotics reimagined: Automation Technology for Robotics
Automation Technology for Robotics (ATRO) is a modular industrial robot system that offers customized and flexible assembly of a wide variety of robot kinematics – from simple rotary indexing tables to multi-arm kinematics. Standardized motor modules in various sizes, together with link modules in a variety of designs, are combined on a base module for cable and media feeds. Complete integration into the TwinCAT 3 control platform offers access to a wide range of proven automation functions. The precise synchronization of the robots with XPlanar, XTS, and all other motion sequences allows you to create entirely new machine concepts.
Advantages of ATRO at a glance:
- modular system for individual and flexibly expandable kinematics
- complete integration into the TwinCAT 3 control platform eliminates technological barriers
- shorter cycle times thanks to endlessly rotating axes and exact synchronization of all machine process steps
- standardized interfaces for data, energy, and fluids cut down on set-up, maintenance, and downtimes

Beckhoff Vision – a scalable, high-performance solution for hardware and software
Beckhoff Vision expands the application spectrum of machine vision in assembly and handling technology with a comprehensive range of image processing components. High-performance cameras, precise optics, variable illumination, and complete units combine with the TwinCAT Vision image processing software to create a powerful system. System-integrated into PC-based control and integrable into existing control environments via EtherCAT P, the previously strict separation between vision and automation technology is eliminated. This results in numerous advantages for machine builders, including the ability to synchronize the camera with the assembly process.
Advantages of system-integrated image processing at a glance:
- camera, optics, illumination, accessories, and software from a single supplier
- complete vision system for a seamless start
- distinct advantages through EtherCAT P for communication and power supply
- open vision solution for seamless system integration

XPlanar: More flexibility in less space
The intelligent XPlanar transport system takes assembly lines to a whole new level in terms of flexibility, performance, and space requirements. The floating effect of the XPlanar planar motor system ensures wear-free and dynamic movement of the movers over a flexibly configurable track layout. With the right combination of tile and mover size, the space utilized can be cut by up to 50%.
Advantages of XPlanar at a glance:
- precise positioning and flexible movement of the movers across the entire plant
- application-specific arrangement of tiles in any geometry
- individual 2D transport at up to 2 m/s
- movement with up to 6 degrees of freedom, including 360° rotation
- movers and tiles in different formats offer efficient use of space thanks to 2-way operation
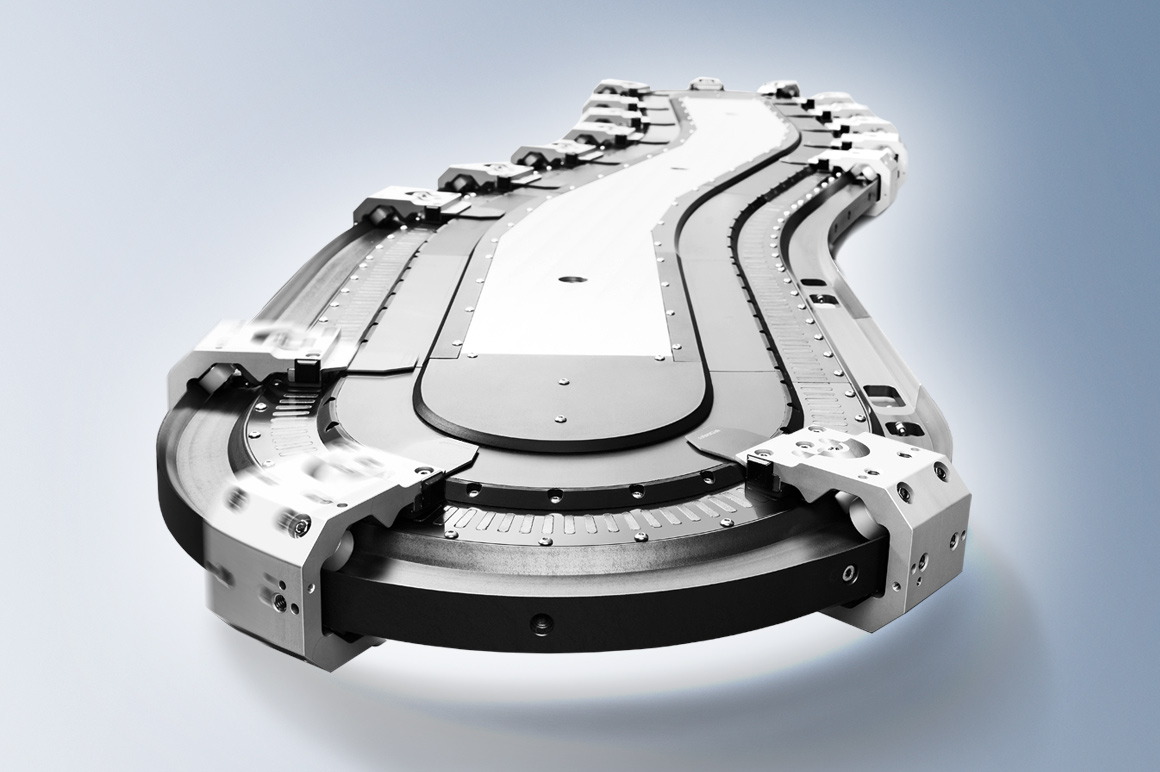
XTS: Intelligent product transport optimizes assembly lines
The XTS eXtended Transport System opens up a wide range of options for reducing the footprint of your machinery and optimizing the entire assembly process. The different geometries of the motor modules allow you to implement custom transport routes. As each mover is individually controlled, even highly sophisticated processes can be handled with the help of flexibly configurable motion profiles. The combination with No Cable Technology (NCT) for contactless transmission of the power supply and synchronous real-time data transmission to the XTS movers creates additional degrees of freedom. With NCT, every mover becomes a mobile assembly station.
Advantages of XTS at a glance:
- flexible linear transport system opens up different track options
- rapid format changes thanks to software-based adaptations down to a lot size of one
- flexible movement profiles compensate for different process times of the assembly stations
- XTS system becomes an active part of the assembly process with NCT
- processing steps and quality checks on the mover while in motion increase plant efficiency and reduce the machine footprint
